
非工作時間請撥打
電話:15763978897
郵編&郵箱:266108 qdsales@fengdong.com
地址:青島市城陽區流亭街道趙紅路
14. 什么叫火花紋?電火花加工后留下的紋稱為火花紋。15. 銅工是什么?電火花通常采用易于加工的銅料做放電電極,稱為銅工,也稱電極,銅工一般分為:粗工、粗幼工、幼工、幼工又稱精工。16. 火花位通常是多少?放電過程中,銅工和鋼料之間的放電間隙稱為火花位,粗工火花一般在15到50條,幼工火花位一般在5到15條。17. 料位是什么?塑膠產品的避厚,也稱肉厚。18. 原身留是什么?原身留是相對與割鑲件而言,原身留是指一整塊鋼材為加工胚料,加工的時候一起加工出來。19. 熔接痕是什么?兩股塑膠相遇所形成的線稱為熔接痕。2
模具是工業之母,那么模具,你又懂得多少?小編找來模具技術57問!不懂的趕緊學起來!1. 什么叫PL面?PL面又稱:分型面、啪拉面,是指模具在閉合時前模和后模相接觸的部分。2. 什么是碰穿,什么是插穿?與PL面平行的公母模貼合面叫碰穿面,與PL面不平行的公母模貼合面叫插面。3. 條和絲的關系?條和絲都是長度單位,條為臺灣用語,1條=0.01mm,絲為香港用語,1絲=0.01mm,所以1條=1絲。4. 枕位是什么?外殼類塑件的邊緣常開有缺口,用于安裝各類配件,此處形成的枕壯分型部分稱為枕位。5. 火山口是什么?BOOS
a)化學方法:用酸洗膏或噴霧輔助其銹蝕部位重新鈍化形成氧化鉻薄膜使其重新恢復耐腐蝕能力,酸洗之后,為了去除所有的污染物和酸殘留物,用清水進行適當的沖洗非常重要。一切處理后用拋光設備重新拋光,用拋光臘封閉即可。對局部有輕微銹斑的也可用1:1的汽油、機油混合液用干凈抹布擦去銹斑即可。b)機械方法:噴砂清理,用玻璃或陶瓷微粒噴丸清理,湮沒,刷洗和拋光。用機械方法有可能擦去以前被清除的材料、拋光材料或湮沒材料造成的污染。所有各種污染尤其是外來鐵顆粒都可能成為腐蝕的來源,特別是在潮濕環境中。因此,機械清理表面最好應當在干燥條
影響不銹鋼銹蝕的主要因素有三點:其一:合金元素的的含量,一般地說鉻的含量在10.5%鋼就不易生銹了。鉻鎳的含量越高防腐性就越好,如304材質鎳要的含量在8-10%,鉻的含量達到18-20%,這樣的不銹 鋼在一般情況下是不會生銹的。其二:生產企業的冶煉工藝也會影響不銹鋼的耐腐蝕性。冶煉技術好、設備先進、工藝先進的大的不銹鋼廠無論是在合金元素的控制,雜質的去除、鋼坯冷卻溫度的控制都能得到保證,因此產品質量穩定可靠,內在質量好,不易生銹。反之一些小的鋼廠設備落后,工藝落后,冶煉過程中,雜質不能去除,生產的產品難免會生銹。
不銹鋼在冶煉過程當中,由于加入合金元素品種不同,不同品種加入量的不同。其特性也是不同的,為了加以區別則冠上了不同的鋼號,下面是常見裝飾用不銹鋼不同鋼號“合金元素”含量表僅供參考:鋼號CSiMnPSCrNi304≦0.08≦1.00≦2.00≦0.045≦0.0318-208-10316L≦0.03≦1.00≦2.00≦0.035≦0.0316-1817321≦0.08≦1.00≦2.00≦0.035≦0.0317-199-12309S≦0.08≦1.00≦2.00≦0.045≦0.0322-
不銹鋼是鋼的一個種類,鋼是指含有碳(C)量在2%以下的稱之為鋼,大于2%是鐵。鋼在冶煉過程中加入鉻(Cr)、鎳(Ni)、錳(Mn)、硅(Si)、鈦(Ti)、鉬(Mo)等合金元素改善了鋼的性能使鋼具有了耐腐性(即不上銹)就是我們常說的不銹鋼。
鋼的碳氮共滲是兼有滲碳和滲氮的雙重特點,低碳鋼、低合金鋼以及部分中碳鋼均可進行該工藝的化學熱處理,表面獲得高的硬度和耐磨性,而心部具有良好的強度和韌性,同時也提高了零件的疲勞強度等,因此能夠滿足零件的使用要求。該工藝的推廣和應用改善了單一滲一種元素的缺點,無論從工藝的流程的縮短,還是零件的熱處理質量的提高,都具有顯著的優勢,加上該工藝已經成熟,故從提高零件的使用壽命出發,得到了熱處理工作者的認可。
氣體滲氮硬度不均原因分析如下:1.進氣管道局部堵塞.氣氛循環不暢通2.零件表面有油污或銹斑3.裝爐量太多,吊掛不當4.非氮化部位的鍍錫保護層過厚,錫層熔化影響氮化部分氣體滲氮硬度不均的預防措施:1.及時清理、疏通管道,強化爐氣的循環2.零件要清洗干凈,并注意經常清理馬弗罐表面的臟物3.合理裝爐4.適當控制鍍錫層的厚度
真空清洗機及其技術特點:真空清洗機是利用真空清洗和真空干燥的原理進行設計的。屬于高級清洗設備。新研制的水系真空清洗機利用淬火油等揮發性液體減壓后沸點下降,和油、水、水蒸氣等一起加熱,其沸點也下降的原理進行清洗。不使用有機溶劑,因此對環境無污染。由于是(真空)減壓清洗,對杯狀或盲孔狀零件清洗效果好。克服了浸泡、噴淋清洗方式清洗效果差的缺陷,并能夠實施真空干燥(脫脂),而且清洗溫度較高。對滲碳淬火后需進行低溫回火的零件可實現清洗、回火一并完成,省略了回火工序,節省了能源,屬于清潔環保的清洗技術。真空清洗機常用雙室結構,
防止熱處理變形的途徑主要是緩冷、緩熱。加熱速度太快,會出現急熱熱應力而引起變形。因此加熱應力求均勻。放慢加熱速度,采用多次預熱能收到良好效果。在高頻淬火中,一般地說,加熱時間較短,加熱層較淺,因而產生的歪扭少。若采用預先整體預熱,適當地選擇加熱溫度分布也是有效的。另外,還應注意防止預熱時產生的自重扭曲以及氧化、脫碳等現象發生。
向鋼件表層同時滲入碳和氮的過程稱為碳氮共滲。碳氮共滲方法有液體和氣體碳氮共滲兩種。液體碳氮共滲使用的介質氰鹽是劇毒物質,污染環境,故逐漸為氣體碳氮共滲所替代。根據共滲溫度不同,碳氮共滲可分為高溫( 900~950℃)、中溫(700~ 880℃)及低溫(500~ 570℃)三種。目前工業上廣泛應用的是中溫和低溫氣體碳氮共滲。其中低溫氣體碳氮共滲主要是提高耐磨性及疲勞強度,而硬度提高不多,故又稱為軟氮化,多用于工模具。中溫氣體碳氮共滲多用于結構零件。
工具鋼在淬火前必須進行預備熱處理,以消除應力,細化晶粒,為淬火做好組織準備。預備熱處理包括球化退火、去應力退火、正火、調質等。(1)球化退火 工具鋼球化退火的目的是為了改善鋼材的加工性能,并為淬火做組織準備。退火后獲得球狀珠光體。退火方法有普通退火和等溫退火。(2)去應力退火 其目的是為了消除冷變形產生的加工硬化和切削加工產生的內應力,以減少淬火時產生的畸變和開裂傾向。碳素工具鋼去應力退火溫度為600~700℃,合金工具鋼為650~700℃,保溫時間為0.5~3h。(3)
(1)鋼錠即時退火消除內應力部分對裂紋敏感性很高的高碳馬氏體鋼、萊氏體鋼鋼錠,除紅轉加熱爐直接開坯外,其余必須立即裝入退火爐進行消除內應力退火,防止產生裂紋。(2)鋼錠進行軟化退火便于精整鋼錠需要清除表面缺陷,通過退火降低硬度,易于精整和扒皮處理。(3)鋼錠高溫擴散退火使組織與成分均勻通過高溫擴散退火,解決鋼錠內部的組織均勻性和化學成分的均勻性。這里主要解決鋼在凝固過程中產生的顯微偏析和枝晶偏析,通過擴散退火加以改善。
在高溫下長期工作的某些耐熱鋼件,為了提高蠕抗能力,常需造成較為粗大的最佳晶粒度。純鐵及硅鋼片等軟磁材料的磁導率隨晶粒的增大而升高,與此同時,矯頑力及鐵損則隨晶粒的增大而減小。為了改善上述材料制作的工件的實用性能,均需進行晶粒粗化退火。珠光體型耐熱鋼(包括低碳鋼及低碳合金鋼)奧氏體晶粒尺寸隨鋼中碳、合金元素含量以及脫氧情況(如含鋁多少)的不同,在高溫加熱時具有不同的長大傾向。晶粒粗化退火溫度可根據工件受力條件、使用溫度及鋼種來選擇,一般在900-1050℃之間。硅鋼片的最佳晶粒尺度為0.1~1mm,常采用950~10
在實際的熱處理生產中,常發生三類熱處理變形:(1)熱歪扭;(2)伴隨相變的體積變化,雖然變化很小,但也屬于一種變形;(3)由于零件各部分冷卻速度不同,相變不同時發生而產生的相變歪扭,這是變形的主要形式。以上三者發生重疊而形成綜合的熱處理變形。熱處理變形是由于零件的形狀、尺寸、化學成分及加熱、冷卻條件等許多因素造成的。這些影響因素和傾向,可以抽象出大體的原則,在浸水激冷的實驗條件下,基本情況有幾點:(1)同樣加熱了的各種尺寸的圓柱和環浸入冷卻劑中時的熱歪扭和淬火歪扭;(2)同樣加熱了的圓柱,從一側冷卻時的熱歪扭和淬火
根據加熱、冷卻方式的不同及組織、性能變化特點的不同,熱處理可以分為下列幾類:普通熱處理,包括退火、正火、淬火和回火等。表面熱處理,包括感應加熱表面淬火、火焰加熱表面淬火、電接觸加熱表面淬火、滲碳、氮化和碳氮共滲等。其它熱處理,包括可控氣氛熱處理、真空熱處理和形變熱處理等。按照熱處理在零件生產過程中的位置和作用不同,熱處理工藝還可分為預備熱處理和最終熱處理。預備熱處理是零件加工過程中的一道中間工序(也稱為中間熱處理),其目的是改善鍛、鑄毛坯件組織、消除應力,為后續的機加工或進一步的熱處理作準備。最終熱處理是零件加工的
凡重要的零件都必須進行適當的熱處理才能使用。為何會有這樣的結論呢?機床、汽車、摩托車、火車、礦山、石油、化工、航空、航天等用的大量零部件需要通過熱處理工藝改善其性能。拒初步統計,在機床制造中,約60%~70%的零件要經過熱處理,在汽車、拖拉機制造中,需要熱處理的零件多達70%~80%,而工模具及滾動軸承,則要100%進行熱處理。因此,凡重要的零件都必須進行適當的熱處理才能使用。材料的熱處理通常指的是將材料加熱到相變溫度以上發生相變,再施以冷卻再發生相變的工藝過程。通過這個相變與再相變,材料的內部組織發生了變化,因而
淬火熱處理的目的是提高鋼的硬度、強度和耐磨性,更好地發揮鋼材的性能潛力。但淬火馬氏體不是熱處理所要求的最終組織,因此在淬火熱處理后,必須配以適當的回火熱處理。工件淬火熱處理時,由表面至心部的冷卻速度是逐漸降低的,只有冷卻速度大于鋼的臨界冷卻速度vc的區域才能得到全部馬氏體,這區域就是鋼的“淬硬層”。所謂鋼的淬透性是指鋼在淬火時獲得馬氏體層深的能力。
真空提高了碳的脫氧能力,帶來的后果是利多于弊。現將碳真空脫氧的優缺點分析如下。(1)真空下碳脫氧反應的優點1)真空碳脫氧的產物為CO氣體,自空間排出,不會污染鋼液,這是最重要的優點。2)真空下碳不僅可降低溶解氧含量,還可以使部分化合氧還原而脫氧。從而,明顯的降低了鋼中非金屬夾雜物的數量。3)真空下碳氧反應產物CO氣泡,從鋼液內部逸出時會產生鋼液沸騰現象。這種沸騰現象有利于溫度、化學成分均勻化,有利于脫氫、脫氮,降低非金屬夾雜物。4)真空下碳可以還原鋼液表面的氧化膜,達到回收合金元素和精煉的目的。(2)真空下碳脫氧反
在常壓下碳的脫氧能力與硅相當,而在10²Pa的真空下,碳的脫氧能力超過鋁達到與鋯相當的水平,這是真空提高了碳的脫氧能力。碳與氧的化合反應表達式為:[C]+[O]=CO(g)碳的氧化反應(即脫氧反應)產物為氣體CO。在真空感應爐內,反應產生的CO氣體從鋼液中逸出后,不斷地被真空泵抽出爐外。爐內空間CO數量很少,脫氧反應繼續向右進行。如果真空泵不停地抽出爐內氣體,脫氧反應就不停地向右進行,鋼液含氧量會繼續降低。這就是真空能提高碳脫氧能力的簡單道理。這種脫氧方法,不會產生污染鋼液的脫氧產物,是生產純凈鋼的重要方

可加工零件尺寸:Φ1200×1500mm/Φ1500×2000mm
最大裝爐量:1000kg/2000kg
溫度均勻性:±5℃
 | 豐東熱技術公司與青島科技大學合作研制的“新型保溫式離子滲氮設備”2012年8月通過中國熱處理行業協會組織的技術鑒定。 |  |
趙程 教授,博士生導師,青島科技大學機電工程學院表面技術研究所所長,全國熱處理學會理事。長期從事金屬材料表面工程技術的研究,承擔過國家重點科技攻關項目、國家重大科技成果推廣項目、國家自然科學基金重大項目和一些部、省、市級科研項目。 |

|
|
| |||
| 直徑800×800離子氮化爐 | 直徑1200×1500離子氮化爐 | 直徑1500×2100離子氮化爐 | |||
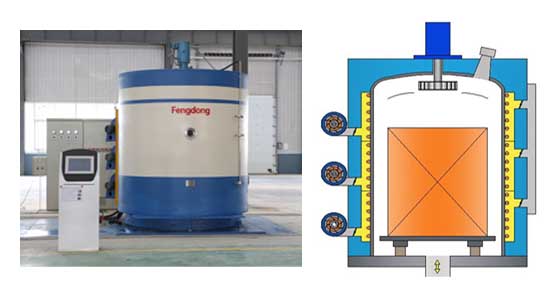
保溫式爐體結構
與水冷式爐體相比,外輔助加熱式離子氮化爐保溫式爐體有以下的優點:
1、新一代外輔助加熱式離子氮化爐爐體結構簡單合理,節電23.5%。
2、升溫速度快,速度提升30%。
 服務熱線:400-657-7217
服務熱線:400-657-7217 
![]()

采用全逆變大功率脈沖電源,頻率為20KHZ,最大功率可達300KW。
服務熱線:400-657-7217
![]()

新一代外輔助加熱式離子氮化爐爐內使用多支熱電偶進行實時監控,實現爐內空間溫度和工件溫度互補、互制的控制模式,進一步提高外輔助加熱式離子氮化爐爐內空間的溫度均勻性。
服務熱線:400-657-7217
![]()
 熱電偶直測技術
熱電偶直測技術 熱電偶與工件直接接觸,保證熱電偶測溫準確性,使產品溫度與熱電偶溫度示數一致。
服務熱線:400-657-7217
![]()

設備配備二級真空系統,通過工控機、PLC,自動整定PID參數,使外輔助加熱式離子氮化爐內壓力實現閉環自動化控制,壓力穩定無突變。
服務熱線:400-657-7217
![]()

在降溫階段快速充入氮氣,同時開啟爐內攪拌風扇和爐外冷卻風扇進行快速降溫冷卻,保證工件不被氧化的同時加快冷卻速度,冷卻效率提高50%以上。
服務熱線:400-657-7217
![]()

在設備運行過程中所有的運行狀態及工藝參數均由工控機實現自動控制并實時反饋,操作界面簡單,清晰。整個過程實現"一鍵式"操作,通過完善的報警系統,實時監控設備的異常狀態;龐大的數據庫可儲存各項工藝參數及歷史數據,可同時實現手動及全自動操作。
服務熱線:400-657-7217
![]()

自動升降移動系統
設備配備自動升降(含移動)系統,可實現外輔助加熱式離子滲氮爐爐體平穩開啟與關閉,保證操作人員安全。升降系統手動、自動控制任意切換,保證生產平安穩定運行。
服務熱線:400-657-7217














 掃一掃 關注訂閱號
掃一掃 關注訂閱號 掃一掃 關注服務號
掃一掃 關注服務號