
非工作時間請撥打
電話:15763978897
郵編&郵箱:266108 qdsales@fengdong.com
地址:青島市城陽區流亭街道趙紅路
(1)斷口分析:分析斷裂源、斷口特征形貌,并分析這些特征與失效過程的相互關系。(2)金相組織分析評估組織級別、工藝匹配程度、缺陷等級等等。(3)成分分析:(4)痕跡分析: 分析失效件與成型、使用、環境交互影響留下的細微痕跡。(5)物相分析熱學分析:評判材料在熱環境使用的合理性。機械性能分析:評估力學強度、硬度、熱性能等指標是否符合使用要求。微區分析:分析表面形貌及微區成分,為失效機理推斷提供定性定量依據。極表面分析:對極表面腐蝕產物、微量異物進行定性定量分析。痕跡分析:分析失效件與成型、使用
隨著科學技術和工業生產的迅速發展,人們對機械零部件的質量要求也越來越高。材料質量和零部件的精密度雖然得到很大的提高,但各行業中使用的機械零部件的早期失效仍時有發生。通過失效分析,找出失效原因,提出有效改進措施以防止類似失效事故的重復發生,從而保證工程的安全運行是必不可少的。相關行業汽車零部件、精密零部件、模具制造、鑄鍛焊、熱處理、表面防護等金屬相關行業。常見失效模式斷裂:韌性斷裂、脆性斷裂、疲勞斷裂、應力腐蝕斷裂、疲勞斷裂、蠕變斷裂、液態金屬脆化、氫脆腐蝕:化學腐蝕、電化學腐蝕磨損:磨粒磨損、粘著磨損、疲勞磨損、微
一、試模中常見問題:主澆道粘模解決問題的方法與順序:1拋光主澆道→2噴嘴與模具中心重合→3降低模具溫度4縮短注射時間→5增加冷卻時間→6檢查噴嘴加熱圈→7拋光模具表面→8檢查材料是否污染。二、試模中常見問題:塑件脫模困難解決問題的方法與順序:1降低注射壓力→2縮短注射時間→3增加冷卻時間→4降低模具溫度→5拋光模具表面→6增大脫模斜度→7減小鑲塊處間隙三、試模中常見問題:尺寸穩定性差解決問題的方法
滲碳淬火齒輪的應用較為廣泛,但齒輪在滲碳淬火中產生畸變也是一種普遍現象。引起齒輪熱處理畸變的原因是多方面的,如材質、齒輪幾何形狀、冷熱加工工藝等。針對這些原因,并結合生產實踐 ,提出了減小滲碳淬火齒輪畸變的一些措施。對于不可避免畸變的齒輪,可通過預留機加工余量的方法來補償齒輪的畸變。現代工業的發展對齒輪傳動精度的要求越來越高,既要求承載能力高 ,使用壽命長,安全可靠,同時還要求體積小 、重量輕,傳動平穩 、噪聲低,這在近年來蓬勃發展的風能發電機齒輪箱上得到了體現 。而能達到以上各項要求的只有滲碳淬火并磨齒的齒輪。然
近日,青島豐東熱處理有限公司為長春某公司制造的預抽真空井式氣體氮化爐順利完工,裝車發貨。爐體采用外加熱式,爐膽外部配有分三區獨立控溫的加熱器及風冷系統。采用爐內控溫與爐外監控,實時多點監控,保證爐溫均勻性。爐蓋配有攪拌風扇,配合導流罩、導流筒及馬弗結構的爐膽,實現爐內對流加熱;采用機械升降結構,動作自然控制、手動緊鎖。配備多路氣體,流量采用浮子流量計和質量流量計精確計算控制。配備專業工業控制計算機及工控軟件,滲氮過程自動控制,實現無人值守。膨脹縫采用伸縮條處理,保證美觀。該爐采用井式結構,主要適用于中合金鋼、模具鋼
一、尺寸公差、形位公差、表面粗糙度數值上的關系:1、形狀公差與尺寸公差的數值關系當尺寸公差精度確定后,形狀公差有一個適當的數值相對應,即一般約以50%尺寸公差值作為形狀公差值;儀表行業約20%尺寸公差值作為形狀公差值;重型行業約以70%尺寸公差值作為形狀公差值。由此可見.尺寸公差精度愈高,形狀公差占尺寸公差比例愈小所以, 在設計標注尺寸和形狀公差要求時,除特殊情況外,當尺寸精度確定后,一般以50%尺寸公差值作為形狀公差值,這既有利于制造也有利于確保質量。2、形狀公差與位置公差間的數值關系形狀公差與位置公差間也存在著
(1)設計上減少應力集中,轉接處避免銳角連接;(2)減小零件表面粗糙度;(3)強化表面,在零件表面造成殘余壓應力,抵消一部分拉應力,降低零件表面實際拉應力峰值,從而提高零件的疲勞強度。
對于機械切削加工,一般機加工硬度最好在HRC30左右;但由于性能要求,需要較高硬度+后切削,硬度可以在HRC35~40。除了特殊銑齒等情況,硬度在HRC50左右也能切削;當然,現在國產刀具還不行,大部分需要進口美國/德國的。 經滲碳淬火熱處理后一般孔內徑變形成橢圓,孔徑變小,<Φ10留磨量為2-4絲;Φ10-Φ20為5-8絲;Φ20-Φ30為10-12絲;Φ30-Φ40為20絲;>Φ40為30絲以上,我們的零件壁厚在10mm左右,另外控制敏感零件的熱處理變形量,預熱工序也是十分必要的。 終鍛溫度
展會名稱:2019年第19屆北京國際熱處理展覽會展會時間:2019年8月9日-11日展會城市:北京展館:中國國際展覽中心(老館)北京市北三環東路6號豐東熱技術展位號:7A01
碳鋼中它是碳溶于α-Fe鐵中的間隙固溶體稱為鐵素體,合金鋼中他是碳和合金溶于α-Fe鐵中的間隙固溶體,屬于體心立方晶格
為調動廣大員工的積極性和創造性,不斷夯實工作基礎,切實維護員工的合法權益,建立協調穩定的勞動關系,更好地為員工服務,經流亭街道總工會同意,青島豐東熱處理成立工會組織。經過一段時間精心細致地籌備,7月23日下午,公司工會成立暨第一次會員大會在公司辦公樓三樓會議室舉行,21名會員參加本次會議。公司管理部部長祝傳升出席并主持會議。會上祝部長簡述了工會的主要職能,做了籌備工作報告并宣讀了《第一次會員代表大會選舉工作辦法》。參會人員認真聽取并審議通過了上述《選舉辦法》以及監票人、計票人建議名單。會議采用差額選舉的方式,選舉產
近日,青島豐東熱處理接待了來自中國石油大學機電學院的一百余名學生。此次活動是中國石油大學機電學院組織大三學生走進企業園區的參觀學習,旨在進一步開拓學生視野,增強對行業的了解,增強專業認知能力。開始參觀前,我公司接待負責人先給大家介紹了今天的參觀流程及注意事項,重點強調了現場的安全問題。然后同學們在現場負責人的帶領下兵分兩路,參觀青島豐東現代化車間,認識多用爐,氮化爐,離子氮化爐,調質生產線等先進的熱處理設備及檢測設備,了解熱處理的生產及檢測過程。參觀結束后,又給同學們介紹了豐東的發展與人才引進計劃,誠摯邀請大家畢業
改善鋼的切削加工性能;細化晶粒,消除熱加工缺陷;消除過共析鋼的網狀碳化物,便于球化退火;提高普通結構零件的機械性能
退火的目的:均勻鋼的化學成分及組織;細化晶粒;調整硬度,改善鋼的成形及切削加工性能;消除內應力和加工硬化;為淬火做好組織準備。
1、使鋼管組織和成分均勻一致,這對原料尤其重要,因為熱軋線材各段的軋制溫度和冷卻速度不一樣,造成組織結構不一致。在高溫下原子活動加劇,σ 相溶解,化學成分趨于均勻,快速冷卻后就獲得均勻的單相組織。2、消除加工硬化,以利于繼續冷加工。通過固溶處理,歪扭的晶格恢復,伸長和破碎的晶粒重新結晶,內應力消除,鋼管抗拉強度下降,伸長率上升。3、恢復不銹鋼固有的耐蝕性能。由于冷加工造成碳化物析出,晶格缺陷,使不銹鋼耐蝕性能下降。固溶處理后鋼管耐蝕性能恢復到最佳狀態。
1、退火爐本身問題,結構是否合理,馬弗罐氣密性是否良好,馬弗罐應該是一個密封的腔體,與外界空氣隔絕,要做到既不跑氣又不漏水。2、不銹鋼管本身有過多的油污或水漬,這樣爐內的氣氛被破壞了,保護氣純度達不到。3、氨分解爐問題,氨分解爐必須要帶純化設備,這樣分解氣體純度高。4、退火溫度不夠,300系列的不銹鋼管退火溫度一般為1050℃-1080℃,如果低于這個溫度管子也是退不亮的。5、冷卻后的溫度過高,不銹鋼管光亮退火爐經高溫退火、冷卻后,由于在氣體保護的環境中,是非常光亮的,因某些原因,出爐后管子溫度仍然很高,這樣暴露在
因為金屬晶粒越細,晶界總面積越大,位錯障礙越多,需要協調的具有不同位向的晶粒越多,使金屬塑性變形的抗力越高。
熱處理是把金屬材料在固態范圍內通過一定的加熱,保溫和冷卻以改變其組織和性能的一種工藝。
圖解金屬熱處理如果再抽象一下的話,就是這面這幾點: 一分為二材料不同、設備不同、工藝參數不同,熱處理后的組織和質量也不同。即使材料牌號、設備、工藝參數都相同,由于化學成分含量上下限、熱處理溫度上下限、保溫時間上下限不同,熱處理后的組織和質量也會不同。即使化學成分含量上下限、熱處理溫度上下限、保溫時間上下限都相同,由于熱處理前期的冷熱加工的工藝、質量、組織等不同,熱處理后的組織和質量也同樣會不同。因此,出現問題后,要具體問題具體分析,即要一分為二。 兩個圖Fe-C相圖和C曲線。Fe-C相圖是跟鋼鐵
鋁合金件在固溶時效處理之后,判斷在固溶時是否過燒有兩種方法:金相法和表面狀態色澤法。根據工件表面色澤、狀態判斷在熱處理固溶時是否過熱便于現場及時處理,但是需要豐富經驗。金相法判定準確、但是要解剖實物,是破壞性的檢測判定,容易造成浪費。根據工件表面色澤、狀態判斷:①件表面暗灰色,②工件表面有起小泡的現象,③出現裂紋,裂紋斷口粗糙。有上述情形之一時,有過燒可能。這是只在熱處理之后的工件上觀察。當固溶時效件已經進行了后續加工,再觀察時,發現鋁合金工件表面有異常現象-----粗糙、變形、皺紋等,不能簡單地認為是熱處理過燒了

可加工零件尺寸:Φ1200×1500mm/Φ1500×2000mm
最大裝爐量:1000kg/2000kg
溫度均勻性:±5℃
 | 豐東熱技術公司與青島科技大學合作研制的“新型保溫式離子滲氮設備”2012年8月通過中國熱處理行業協會組織的技術鑒定。 |  |
趙程 教授,博士生導師,青島科技大學機電工程學院表面技術研究所所長,全國熱處理學會理事。長期從事金屬材料表面工程技術的研究,承擔過國家重點科技攻關項目、國家重大科技成果推廣項目、國家自然科學基金重大項目和一些部、省、市級科研項目。 |

|
|
| |||
| 直徑800×800離子氮化爐 | 直徑1200×1500離子氮化爐 | 直徑1500×2100離子氮化爐 | |||
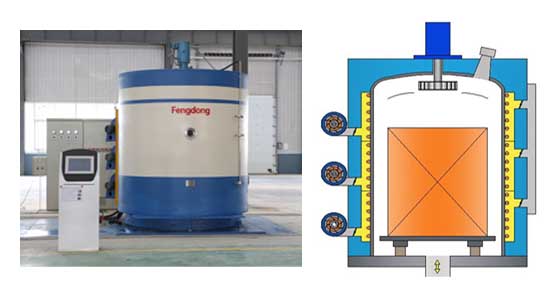
保溫式爐體結構
與水冷式爐體相比,外輔助加熱式離子氮化爐保溫式爐體有以下的優點:
1、新一代外輔助加熱式離子氮化爐爐體結構簡單合理,節電23.5%。
2、升溫速度快,速度提升30%。
 服務熱線:400-657-7217
服務熱線:400-657-7217 
![]()

采用全逆變大功率脈沖電源,頻率為20KHZ,最大功率可達300KW。
服務熱線:400-657-7217
![]()

新一代外輔助加熱式離子氮化爐爐內使用多支熱電偶進行實時監控,實現爐內空間溫度和工件溫度互補、互制的控制模式,進一步提高外輔助加熱式離子氮化爐爐內空間的溫度均勻性。
服務熱線:400-657-7217
![]()
 熱電偶直測技術
熱電偶直測技術 熱電偶與工件直接接觸,保證熱電偶測溫準確性,使產品溫度與熱電偶溫度示數一致。
服務熱線:400-657-7217
![]()

設備配備二級真空系統,通過工控機、PLC,自動整定PID參數,使外輔助加熱式離子氮化爐內壓力實現閉環自動化控制,壓力穩定無突變。
服務熱線:400-657-7217
![]()

在降溫階段快速充入氮氣,同時開啟爐內攪拌風扇和爐外冷卻風扇進行快速降溫冷卻,保證工件不被氧化的同時加快冷卻速度,冷卻效率提高50%以上。
服務熱線:400-657-7217
![]()

在設備運行過程中所有的運行狀態及工藝參數均由工控機實現自動控制并實時反饋,操作界面簡單,清晰。整個過程實現"一鍵式"操作,通過完善的報警系統,實時監控設備的異常狀態;龐大的數據庫可儲存各項工藝參數及歷史數據,可同時實現手動及全自動操作。
服務熱線:400-657-7217
![]()

自動升降移動系統
設備配備自動升降(含移動)系統,可實現外輔助加熱式離子滲氮爐爐體平穩開啟與關閉,保證操作人員安全。升降系統手動、自動控制任意切換,保證生產平安穩定運行。
服務熱線:400-657-7217














 掃一掃 關注訂閱號
掃一掃 關注訂閱號 掃一掃 關注服務號
掃一掃 關注服務號