
非工作時間請撥打
電話:15763978897
郵編&郵箱:266108 qdsales@fengdong.com
地址:青島市城陽區流亭街道趙紅路
分類一般比較復雜,不僅要求科學性完整性,且應留有發展的余地。熱處理工藝材料范圍廣,種類多,影響因素復雜,術語繁多,因此合理的分類方法是制定本標準的關鍵。熱處理工藝材料分類方法有多種,按工藝材料的物質狀態,可分為氣態、液態、固態三類,按材料的來源與組成分為單一材料、機械混合材料、合成材料等。本標準依據工藝材料性質與用途,結合我國國情,將熱處理工藝材料分為六類,即加熱介質,冷卻介質,化學熱處理滲劑(簡稱滲劑),熱處理保護涂料(簡稱涂料),熱清洗劑及防銹劑等。1、熱處理加熱氣態介質,主要列入了加熱用的原料氣和惰性氣體,其
合金元素對鋁的另一種強化作用是通過熱處理實現的。但由于鋁沒有同素異構轉變,所以其熱處理相變與鋼不同。鋁合金的熱處理強化,主要是由于合金元素在鋁合金中有較大的固溶度,且隨溫度的降低而急劇減小,所以鋁合金經加熱到某一溫度淬火后,可以得到過飽和的鋁基固溶體。這種過飽和鋁基固溶體放置在室溫或加熱到某一溫度時,其強度和硬度隨時間的延長而增高,但塑性、韌性則降低,這個過程稱為時效。在室溫下進行的時效稱為自然時效,在加熱條件下進行的時效稱為人工時效。時效過程中使鋁合金的強度、硬度增高的現象稱為時效強化或時效硬化。其強化效果是依靠
孔徑的脹縮是熱處理中較復雜的問題之一,因為它難以用機械方法矯正。在孔徑脹大超過公差時,零件的磨削精加工將無能為力。復雜孔型的變形更給機加工上帶來極大困難,甚至會使費了很多工時加工出來的零件報廢。帶孔件的孔徑,在淬火熱處理時變形的基本規律是:熱應力引起孔徑縮小而組織應力以及組織轉變時的體積變化引起孔徑脹大。我國許多工廠有著豐富的利用熱應力縮孔的經驗。將帶孔件低于臨界點加熱后急冷,可顯著縮小內孔,孔徑越小,厚度越大時,縮小效果越好,冷卻速度越快時,縮小效果也越好。另外為了強化縮孔作用,可使夾板夾住工件急冷,使外表面冷卻
存在于淬火件不同部位上能引起應力集中的因素(包括冶金缺陷在內),對淬火裂紋的產生都有促進作用,但只有在拉應力場內(尤其是在最大拉應力下)才會表現出來,若在壓應力場內并無促裂作用。淬火冷卻速度是一個能影響淬火質量并決定殘余應力的重要因素,也是一個能對淬火裂紋賦于重要乃至決定性影響的因素。為了達到淬火的目的,通常必須加速零件在高溫段內的冷卻速度,并使之超過鋼的臨界淬火冷卻速度才能得到馬氏體組織。就殘余應力而論,這樣做由于能增加抵消組織應力作用的熱應力值,故能減少工件表面上的拉應力而達到抑制縱裂的目的。其效果將隨高溫冷卻
1、 直接淬火低溫回火組織及性能特點:不能細化鋼的晶粒。工件淬火變形較大,合金鋼滲碳件表面殘余奧氏體量較多,表面硬度較低 適用范圍:操作簡單,成本低廉用來處理對變形和承受沖擊載荷不大的零件,適用于氣體滲碳和液體滲碳工藝。2、 預冷直接淬火、低溫回火淬火溫度800-850℃ 組織及性能特點:可以減少工件淬火變形,滲層中殘余奧氏體量也可稍有降低,表面硬度略有提高,但奧氏體晶粒沒有變化。 適用范圍:操作簡單,工件氧化、脫碳及淬火變形均小,廣泛應用于細晶粒鋼制造的各種工具。3、 一次加熱淬火,低溫回火,淬火溫度820-85
在高溫下長期工作的某些耐熱鋼件,為了提高蠕抗能力,常需造成較為粗大的最佳晶粒度。純鐵及硅鋼片等軟磁材料的磁導率隨晶粒的增大而升高,與此同時,矯頑力及鐵損則隨晶粒的增大而減小。為了改善上述材料制作的工件的實用性能,均需進行晶粒粗化退火。珠光體型耐熱鋼(包括低碳鋼及低碳合金鋼)奧氏體晶粒尺寸隨鋼中碳、合金元素含量以及脫氧情況(如含鋁多少)的不同,在高溫加熱時具有不同的長大傾向。晶粒粗化退火溫度可根據工件受力條件、使用溫度及鋼種來選擇,一般在900-1050℃之間。硅鋼片的最佳晶粒尺度為0.1~1mm,常采用950~10
淬火鋼件的時效變形,主要是由于淬火組織趨于穩定化(即M→M回化或T回化引起體積(-),A殘→M回或B化引起體積(+)),以及應力狀態的穩定化(淬火拉應力的消除(-),壓應力的消除(+))所引起的。而鋼的淬火組織和應力狀態,又取決于淬火的冷卻速度和回火溫度。因此,淬火鋼件的時效變形傾向,主要取決于淬火時的冷卻速度和隨后的回火溫度(或鋼件在使用或放置的溫度)。油中淬火和水中淬火的冷卻速度不同,因而產生符號不同的時效變形。膨脹是由于奧氏體的分解(或淬火壓應力的消除)引起的;收縮則是由于馬氏體的分解(或
熱處理技術是金屬材料、制件在固態下,通過加熱、保溫和冷卻的手段,改變材料表面或者內部的化學成分與組織、獲得所需性能的一種金屬熱加工技術,是一種傳統而古老的精益制造技術。熱處理作為唯一的整體改進手段,能夠賦予材料極限性能,賦予制件裝機的服役性能和極限的裝機服役性能、將熱處理作為“特殊工藝過程”,對“人、機、料、法、環、測”諸方面及各關鍵點,均采取“全過程質量控制與管理”的理念,彼此間遵循“乘法法則”,而絕非“加
釬縫不致密性直接影響到釬焊產品的接頭強度、抗腐蝕性、密封性及導電性等。影響釬焊釬縫致密性的缺陷主要有氣孔、夾渣、未釬透及縮松等。平行間隙釬縫釬焊時,金屬表面不平齊、清潔度不好以及液態釬劑和釬料同金屬表面的物理化學作用等會使釬料在填縫過程中因流動速度不均勻而產生許多“小包圍”現象(圖1)或“大包圍”(圖2)現象,氣體或釬劑被圍住而形成夾氣、氣孔或夾渣等不致密性缺陷。圖1 釬焊填縫過程中“小包圍”缺陷示意圖圖2 釬焊填縫過程
越是使用冷卻能力大的冷卻劑,冷卻速度越不均等,則越容易發生熱處理變形。所以,選擇淬透性好的鋼,并以油冷,空冷能夠硬化,則熱處理變形小。但是如無必要將內部淬硬時,淬透性小的鋼僅將其表面層馬氏體化,心部不淬硬,而達到減小變形的目的也是可以的。此外,如果采用高頻淬火,一般變形較小,這多數適用于45號鋼。馬氏體的含碳量越高,尺寸變化和變形都越大。因此可根據需要,選擇低碳馬氏體加分散碳化物來提高硬度的鋼種,同時有效地利用含有比容小的殘留奧氏體。但是這種場合,存在著硬度和時效變形問題。將具有纖維狀組織,或稱為帶狀組織的鋼材淬火
進行表面淬火時,零件表面中心部呈現不同的組織,這時變形情況將十分復雜,例如將軸進行高頻加熱或火焰加熱,將表面層淬火硬化,馬氏體硬化部分應當發生與其含碳量相應的膨脹,而內部非硬化部分對其變形起了抑制作用,因而表面層受壓應力,心部受張應力,并殘留下來,這在前章里已有敘述。表面淬火由于淬硬層薄,一般說來變形不大。但對于某些零件,由于加熱速度極快,冷卻也較快,產生的內應力較大,也會產生彎曲,撓曲,橢圓等變形,尤其將淬透層相對地加深,或溫度過高則更易變形,有時還造成淬火裂紋。表面加熱淬火會引起中孔的收縮。例如將內螺紋量規,中
在實際的熱處理生產中,常發生三類熱處理變形:(1)熱歪扭;(2)伴隨相變的體積變化,雖然變化很小,但也屬于一種變形;(3)由于零件各部分冷卻速度不同,相變不同時發生而產生的相變歪扭,這是變形的主要形式。以上三者發生重疊而形成綜合的熱處理變形。熱處理變形是由于零件的形狀、尺寸、化學成分及加熱、冷卻條件等許多因素造成的。這些影響因素和傾向,可以抽象出大體的原則,在浸水激冷的實驗條件下,基本情況有幾點:(1)同樣加熱了的各種尺寸的圓柱和環浸入冷卻劑中時的熱歪扭和淬火歪扭;(2)同樣加熱了的圓柱,從一側冷卻時的熱歪扭和淬火
引起熱處理變形的因素頗多,總括起來,基本上有三點:(1)固態相變時,各相質量體積的變化必然引起體積的變化,造成零件的脹與縮的尺寸變化;(2)熱應力,包括急熱熱應力和急冷熱應力,當它們超過零件在該溫度下所具有的屈服極限時,將使零件產生塑性變形,造成零件的形狀變化,即歪扭,或稱為畸變;(3)組織應力也會引起形狀的改變,即畸變。一般說,淬火工件的變形總是由于以上的兩種或三種因素綜合作用的結果,但究竟哪一個因素對變形的影響較大,則需要具體情況作具體的分析。總的來說,體積變化是由相變時比容的改變而引起的。馬氏體的質量體積比鋼
泵的基本參數是極限真空度、最大出口壓強、抽氣速率和前置壓強等。(1)真空泵的極限真空度真空泵在無負載條件下,即封閉泵的進氣口時,經過長時間抽氣運行后,所能達到的最低壓強值,稱為泵的極限真空度。(2)真空泵的最大出口壓強真空泵正常運轉后,排氣口所排出氣體的最大壓強值,稱為泵的最大出口壓強。(3)泵的抽氣速率真空泵在單位時間內,所抽出的氣體量稱為泵的抽氣速率。泵的抽氣速率隨入口處壓強的變化而改變。壓強越低抽氣速率越小,相反即大。(4)泵的前置壓強為保證真空泵安全運轉,在泵的進氣口處需要維持的最低壓強稱為泵的前置壓強,又
1、低壓真空滲碳技術低壓真空滲碳工藝溫度為900~1050℃,真空壓力為10~100Pa,滲碳介質為丙烷、乙炔等。其工藝特點為介質分解快、滲透性強、滲層均勻及硬度均勻等。2、低壓真空滲碳技術的應用對于批量較小的汽車零件可采用單室、雙室及三室真空爐配以低壓滲碳工藝,并進行高壓氣淬。對于批量較大的汽車零件可在多室真空爐進行半連續式低壓滲碳高壓氣淬。淬火室可把許多不同形狀、不同厚度的零件進行氣壓淬火,利用1~2MPa (10~20bar)高壓氮氣或氦氣的冷卻壓力,可以保證汽車齒輪的心部硬度要求。特別是采用高壓惰性氣體冷卻
1、激光熱處理技術激光淬火熱處理是以高能量密度(103~108W/cm2)的激光束快速照射零件表面,使其硬化層部位瞬間吸收的光能立即轉化為熱能,使激光作用區溫度急劇上升達到材料的相變點以上形成奧氏體;此時零件基體呈冷態,與加熱區之間有極高的溫度梯度,一旦停止激光照射,其加熱區因急冷而發生直冷淬火熱處理,使金屬表面的奧氏體轉變成馬氏體,而這種馬氏體組織十分細小,具有比常規淬火更高的組織缺陷密度。由于冷速極快(104~109℃/S),碳原子來不及擴散,因此馬氏體含碳量較高,殘留奧氏體也獲得較高的位錯密度,使材料具有畸變
齒輪激光熱處理的金相組織如下:1)低碳鋼,如20鋼,采用常規淬火熱處理方法很難淬硬。經激光淬火熱處理后,硬化層深度可達0.45mm左右,表層硬度達420~465HV,激光淬火層組織為板條馬氏體,過渡區為馬氏體+細化鐵素體。2)中碳鋼,如45鋼(調質后),激光淬火層組織以細化板條馬氏體為主,過渡區為馬氏體+托氏體的混合物,表面硬度為650~800HV。3)合金結構鋼、中碳合金結構鋼,如40Cr、40CrNiMo等,第一層表層為完全淬硬層,由馬氏體+殘留奧氏體組成;第二層過渡層為馬氏體+α基體上分布著回火析出的碳化物混
退火熱處理的主要目的是:(1)降低鋼的硬度,提高塑性,以利于切削加工及冷變形加工;(2)細化晶粒,均勻鋼的組織及成分,改善鋼的性能或為以后的熱處理作準備;(3)消除鋼中的殘余內應力,以防止變形和開裂。退火方法包括完全退火、均勻化退火、球化退火、去應力退化、再結晶退火、去氫退火等。(1)完全退火。將鋼加熱到Ac3以上30~50℃,完全奧氏體化后,隨之緩慢冷卻,獲得接近平衡狀態組織的工藝稱為完全退火。主要用于中碳碳素鋼和中碳合金鋼的鑄件。其作用為細化晶粒,均勻組織,消除應力。(2)球化退火。為使鋼中碳化物呈球狀化而進行
熱處理工藝一般包括加熱、保溫、冷卻三個過程,有時只有加熱和冷卻兩個過程。這些過程互相銜接,不可間斷。加熱是熱處理工藝的重要工序之一。金屬熱處理的加熱方法很多,最早是采用木炭和煤作為熱源,進而應用液體和氣體燃料。電的應用使加熱易于控制,且無環境污染。利用這些熱源可以直接加熱,也可以通過熔融的鹽或金屬,以至浮動粒子進行間接加熱。金屬加熱時,工件暴露在空氣中,常常發生氧化、脫碳(即鋼鐵零件表面碳含量降低),這對于熱處理后零件的表面性能有很不利的影響。因而金屬通常應在可控氣氛或保護氣氛中、熔融鹽中和真空中加熱,也可用涂料或
根據加熱、冷卻方式的不同及組織、性能變化特點的不同,熱處理可以分為下列幾類:普通熱處理,包括退火、正火、淬火和回火等。表面熱處理,包括感應加熱表面淬火、火焰加熱表面淬火、電接觸加熱表面淬火、滲碳、氮化和碳氮共滲等。其它熱處理,包括可控氣氛熱處理、真空熱處理和形變熱處理等。按照熱處理在零件生產過程中的位置和作用不同,熱處理工藝還可分為預備熱處理和最終熱處理。預備熱處理是零件加工過程中的一道中間工序(也稱為中間熱處理),其目的是改善鍛、鑄毛坯件組織、消除應力,為后續的機加工或進一步的熱處理作準備。最終熱處理是零件加工的

可加工零件尺寸:Φ1200×1500mm/Φ1500×2000mm
最大裝爐量:1000kg/2000kg
溫度均勻性:±5℃
 | 豐東熱技術公司與青島科技大學合作研制的“新型保溫式離子滲氮設備”2012年8月通過中國熱處理行業協會組織的技術鑒定。 |  |
趙程 教授,博士生導師,青島科技大學機電工程學院表面技術研究所所長,全國熱處理學會理事。長期從事金屬材料表面工程技術的研究,承擔過國家重點科技攻關項目、國家重大科技成果推廣項目、國家自然科學基金重大項目和一些部、省、市級科研項目。 |

|
|
| |||
| 直徑800×800離子氮化爐 | 直徑1200×1500離子氮化爐 | 直徑1500×2100離子氮化爐 | |||
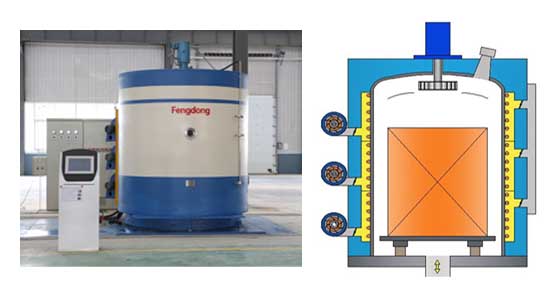
保溫式爐體結構
與水冷式爐體相比,外輔助加熱式離子氮化爐保溫式爐體有以下的優點:
1、新一代外輔助加熱式離子氮化爐爐體結構簡單合理,節電23.5%。
2、升溫速度快,速度提升30%。
 服務熱線:400-657-7217
服務熱線:400-657-7217 
![]()

采用全逆變大功率脈沖電源,頻率為20KHZ,最大功率可達300KW。
服務熱線:400-657-7217
![]()

新一代外輔助加熱式離子氮化爐爐內使用多支熱電偶進行實時監控,實現爐內空間溫度和工件溫度互補、互制的控制模式,進一步提高外輔助加熱式離子氮化爐爐內空間的溫度均勻性。
服務熱線:400-657-7217
![]()
 熱電偶直測技術
熱電偶直測技術 熱電偶與工件直接接觸,保證熱電偶測溫準確性,使產品溫度與熱電偶溫度示數一致。
服務熱線:400-657-7217
![]()

設備配備二級真空系統,通過工控機、PLC,自動整定PID參數,使外輔助加熱式離子氮化爐內壓力實現閉環自動化控制,壓力穩定無突變。
服務熱線:400-657-7217
![]()

在降溫階段快速充入氮氣,同時開啟爐內攪拌風扇和爐外冷卻風扇進行快速降溫冷卻,保證工件不被氧化的同時加快冷卻速度,冷卻效率提高50%以上。
服務熱線:400-657-7217
![]()

在設備運行過程中所有的運行狀態及工藝參數均由工控機實現自動控制并實時反饋,操作界面簡單,清晰。整個過程實現"一鍵式"操作,通過完善的報警系統,實時監控設備的異常狀態;龐大的數據庫可儲存各項工藝參數及歷史數據,可同時實現手動及全自動操作。
服務熱線:400-657-7217
![]()

自動升降移動系統
設備配備自動升降(含移動)系統,可實現外輔助加熱式離子滲氮爐爐體平穩開啟與關閉,保證操作人員安全。升降系統手動、自動控制任意切換,保證生產平安穩定運行。
服務熱線:400-657-7217














 掃一掃 關注訂閱號
掃一掃 關注訂閱號 掃一掃 關注服務號
掃一掃 關注服務號