登錄 | 注冊| 收藏青島豐東| 網(wǎng)站地圖
歡迎來到青島豐東熱處理有限公司熱處理行業(yè)國家標(biāo)準(zhǔn)制定者A股代碼:002530
加工熱線:400-657-7217
登錄 | 注冊| 收藏青島豐東| 網(wǎng)站地圖
歡迎來到青島豐東熱處理有限公司
加工熱線:400-657-7217
備")
非工作時間請撥打
電話:15763978897
郵編&郵箱:266108 qdsales@fengdong.com
地址:青島市城陽區(qū)流亭街道趙紅路
小編來帶領(lǐng)大家一起學(xué)習(xí)下熱處理加工精密復(fù)雜模具可采用的方法,在熱處理加工的模具中不乏有精密復(fù)雜的模具,所以就需要加工者有正確的方法。1。合理的選材。對密度復(fù)雜模具要選用質(zhì)量好的微變形磨具鋼,對碳化物偏析嚴(yán)重的磨具鋼進(jìn)行鍛造和調(diào)質(zhì)熱處理,對較大或者無法鍛造的磨具鋼進(jìn)行固溶雙細(xì)化熱處理。2。模具的設(shè)計要合理,形狀對稱,對較大的模具掌握好變形的規(guī)律,預(yù)留加工余量,大型和精密復(fù)雜的模具可采用組合結(jié)構(gòu)。3。此種模具要進(jìn)行預(yù)先熱處理。4。合理的選擇加熱溫度和控制溫度,可采取緩慢加熱、預(yù)熱和其他均衡加熱的方法來減少模具熱處理變形
淬透性含義: 指鋼接受淬火而獲得馬氏體的能力,不同鋼種接受淬火的能力不同。淬透性不同的鋼,淬火后得到的淬透層深度不同,從而沿截面分布的金相組織以及機械性能也不同。淬透層深度是指由淬火表面馬氏體到50%馬氏體層的深度。全部淬透的工件通常表面殘留著拉力,容易產(chǎn)生變形和開裂,同時對工作的疲勞性能也不利。設(shè)計時考慮要點:1. 零件尺寸越大,內(nèi)部熱容量越大,淬火時零件的冷卻速度越慢,因此,淬透層越薄,性能越差,這種現(xiàn)象叫做“鋼材的尺寸效應(yīng)”。所以,不能根據(jù)小尺寸的性能數(shù)據(jù)用于大尺寸零件的強度計算,而必
熱處理加工技術(shù)被廣泛使用,涉及的行業(yè)眾多,要想達(dá)到更好地效果都是由熱處理加工的安全操作來控制的:1、操作熱處理加工時,必須經(jīng)常對設(shè)備進(jìn)行檢查,油管和空氣管不得漏油、漏氣,爐底不應(yīng)存有重油。2、要經(jīng)常注意檢查啟閉爐門自動斷電裝置是否良好,以及配電柜上的紅綠燈工作是否正常。3、操作熱處理加工時應(yīng)注意,在熱處理加工操作臺上不得放置任何金屬物品,以免發(fā)生短路。4、進(jìn)行熱處理加工時,要特別注意防止特殊氣體泄露造成中毒。5、進(jìn)行熱處理加工操作時,應(yīng)特別注意防止觸電。操作間的地板應(yīng)鋪設(shè)膠皮墊,并注意防止冷卻水灑漏在地板上和其它地
高耐磨冷作模具鋼一般是高碳高鉻鋼,代表鋼號有:Cr12、Cr12MoV、Cr12Mo1V1、Cr12W、Cr12V、LD(7Cr7Mo2V2Si)、ER5(Cr8MoWV3Si)、GM(9Cr6-W3Mo2V2)等。以上鋼大部分是萊氏體鋼,組織中有大量的共晶碳化物,真空淬火后有大量共晶碳化物存在,耐磨性高,承載力大,經(jīng)常用于制造在高耐磨條件下工作的冷加工用模具。正確選擇該材料的熱處理是軸瓦制造中的關(guān)鍵。曾對在聚乙烯醇(PVA)漿液中工作的軸瓦做了真空低淬低回工藝與熱處理畸變統(tǒng)計,本文中軸瓦是在聚酯(PET)漿液中工
1、彈簧片脆性是簧片常見缺陷之一,可以分為熱處理脆性和鍍鋅后氫脆2種。顯微發(fā)現(xiàn)氫脆的斷口有沿晶、韌窩、二次裂紋等,在斷裂面上還可以觀察到發(fā)紋和氫微孔。(1)熱處理脆性彈簧鋼具有熱敏感性和回火脆性傾向,而其回火溫度常正好處于第一類回火脆性和第二類回火脆性結(jié)合處,如果不能及時回火、保溫和冷卻,就會使簧片產(chǎn)生脆性。解決措施:控制回火溫度,及時進(jìn)行回火、保溫和冷卻。(2)氫脆熱鍍鋅后容易導(dǎo)致簧片脆性增加,這是因為鍍鋅前,必須進(jìn)行酸洗以去除氧化皮,會導(dǎo)致一部分氫滲入到鍍層和基體金屬中,削弱了晶界上金屬晶體原子間的結(jié)合力并產(chǎn)生
由于粉末冶金具有獨特的優(yōu)點,它能按設(shè)計零件的形狀和尺寸壓制成形,從而大大節(jié)約金屬材料和降低機械加工的成本,因此它在航空工業(yè)、汽車制造業(yè)、紡織工業(yè)等方面得到廣泛的應(yīng)用。將粉末冶金進(jìn)行離子滲氮熱處理,這樣不僅消除了氮化件的表面脆性,減少了工作時的噪音,提高了耐蝕、耐磨性。因此,對粉末冶金進(jìn)行離子滲氮熱處理,是提高粉末冶金質(zhì)量的一個很好途徑。鐵基粉末冶金件, 一般密度均在6.5-7.2之間,本身呈多孔狀而且內(nèi)含一定油份, 因此, 將其進(jìn)行液體、氣體氮化會帶來一定脆性,或者因鹽浴滲入孔洞堵塞了含油孔, 使粉末冶金件從內(nèi)部向
滲碳的作用很多,提高了零件表面層的含碳量,而表面以及心部的組織性能須經(jīng)適當(dāng)?shù)臒崽幚韥韺崿F(xiàn)。根據(jù)零件材料和性能要球不同,滲碳后可以運用多種熱處理方法。①直接淬火法 直接淬火是指零件滲碳后,隨爐降溫或出爐與冷到高于Ar1或Ar3溫度(一般為780~850℃)后直接淬火,淬火后再在150~200℃回火2~3h。隨爐降溫或出爐預(yù)冷的目的是為了減少淬火變形與開裂。同時還能使高碳的奧氏體析出部分碳化物而提高表面硬度。滲碳后直接淬火法操作簡單、成本低、效率高,還可以減少淬火變行及表面氧化脫碳。缺點是熱處理后組織較粗、性能較差。直
硬化層過淺或過深1.產(chǎn)生原因齒輪材料淬透性過低或過高,含碳量過高或過低。對策:1)根據(jù)齒輪尺寸大小及技術(shù)要求選擇適合的淬透性鋼材。2)齒輪含碳量應(yīng)符合GB/T 699—1999、GB/T 3077—1999規(guī)定,其成分偏差應(yīng)符合GB/T 222—2006規(guī)定。2.產(chǎn)生原因感應(yīng)加熱頻率選擇不當(dāng),過高或過低,并且在此情況下又沒有選擇合理的比功率與加熱時間,電流透入深度過薄或過深,直接影響了加熱層的深淺,導(dǎo)致硬化層深度不符合技術(shù)要求。對策:(1)根據(jù)淬硬層深度要求合理選擇感應(yīng)加熱頻率,
機械零件的材料及毛坯類別選定之后,欲使零件實現(xiàn)所要求的力學(xué)性能,則主要靠熱處理工藝來保證。因此必須根據(jù)熱處理目的和工序作用,合理安排熱處理工序在加工工藝路線中的位置。(1)預(yù)備熱處理的工序位置 包括退火、正火、調(diào)質(zhì)等。工序位置:一般均緊接毛坯生產(chǎn)之后、切削之前,或粗加工之后、精加工之前。退火和正火的工序位置 一般安排在毛坯生產(chǎn)之后、切削加工之前。處于精密零件,為了消除切削加工殘余應(yīng)力,在切削加工工序之間還應(yīng)安排去應(yīng)力退火。工藝路線安排為:毛坯生產(chǎn)(鑄、鍛、焊、沖壓等)&m
隨著國內(nèi)外航空航天技術(shù)的發(fā)展,軸承材料面臨著高轉(zhuǎn)速、高赫茲應(yīng)力、耐溫、耐蝕及減重等需求,對軸承材料各方面性能的要求越來越高,特別是強韌性能直接導(dǎo)致超高強度軸承、齒輪鋼的迅速發(fā)展,新一代高強度、超高強度軸承、齒輪鋼都采用二次硬化原理設(shè)計。20Cr14Co12Mo5軸承鋼采用低碳馬氏體和二次硬化機理設(shè)計,具有較高的抗拉強度、斷裂韌性和耐腐蝕性能以及一定的耐熱性能。如何熱處理,對試驗鋼的力學(xué)性能具有十分重要的作用,斯洛文尼亞的V.LESKOVSEK提出的回火后進(jìn)行深冷處理硬度略有提高,再進(jìn)行一次回火硬度基本不變,使得試驗
精密復(fù)雜模具發(fā)生變形,我們都不希望看到,但是這種情況是不可避免的,我們只要掌握其變形規(guī)律,分析其產(chǎn)生的原因,采用不同的方法進(jìn)行預(yù)防模具的變形是能夠減少的,也是能夠控制的。通常對精密復(fù)雜模具的熱處理變形,我們可以參考以下方法。 (1)合理選材。對精密復(fù)雜模應(yīng)選擇材質(zhì)好的微變形模具鋼(如空淬鋼),對碳化物偏析嚴(yán)重的模具鋼應(yīng)進(jìn)行合理鍛造并進(jìn)行調(diào)質(zhì)熱處理,對較大和無法鍛造模具鋼可進(jìn)行固溶雙細(xì)化熱處理。 (2)模具結(jié)構(gòu)設(shè)計要合理,厚薄不要太懸殊,形狀要對
熱處理加工能夠利用電磁感應(yīng)在工件內(nèi)產(chǎn)生渦流,將工件加熱,在生產(chǎn)中應(yīng)用極為廣泛。熱處理加工后的工件與原工件相比具有以下變化:1。工件經(jīng)過熱處理加工后,疲勞強度大大提高,缺口敏感性下降;2。工件經(jīng)過高、中頻感應(yīng)加熱表面淬火后,表面硬度會比普通淬火高2~3HRC;3。工件經(jīng)高頻淬火后,由于淬硬層馬氏體晶粒細(xì)小、碳化物彌散度高、以及硬度比較高、表面應(yīng)壓力高等綜合作用,耐磨性比普通淬火要高。合金鋼經(jīng)過熱處理加工后,部分馬氏體會發(fā)生轉(zhuǎn)變,形成硬組織。為了消除這種不良組織,淬火時,需比正常溫度高20℃左右。
耐高壓玻璃、耐高溫玻璃、各種玻璃一般來說,退火玻璃比淬火玻璃的化學(xué)穩(wěn)定性高。這是由于退火玻璃比淬火玻璃的密度大,網(wǎng)絡(luò)構(gòu)造對比緊密的緣由。可是,玻璃經(jīng)淬火后,外表處于很高的壓應(yīng)力狀況,對外表的疏松構(gòu)造有抵消效果。為此淬火程度高的玻璃,其化學(xué)穩(wěn)定性有或許高于退火玻璃。退火有明焰和暗焰兩種辦法。前者是指玻璃制品在爐氣中進(jìn)行退火,此刻玻璃外表的堿金屬氧化物能與爐氣中的酸性氣體(主要是SO2)所中和,而構(gòu)成“白霜”(主要成分為硫酸鈉),通稱為“硫霜化”,當(dāng)“白霜&r
目前工業(yè)應(yīng)用的傳動齒輪,根據(jù)其服役條件,熱處理主要有調(diào)質(zhì)、感應(yīng)淬火、滲氮和滲碳四大工藝。滲碳齒輪具有較好的綜合力學(xué)性能,但是滲碳過程復(fù)雜,齒輪淬火畸變大,耗能大。深層滲氮齒輪以它自身的優(yōu)勢正在部分替代滲碳齒輪,實現(xiàn)制造高效能齒輪和克服滲碳淬火諸多缺陷。傳動齒輪的服役壽命和可靠性,主要取決于齒輪的疲勞抗力,即齒輪的彎曲疲勞壽命和接觸疲勞壽命。常規(guī)滲碳齒輪表面硬度較低(62-63HRC),耐磨性差,接觸疲勞強度偏低,由于滲碳層較深,心部硬度較高(36-42HRC),因此彎曲疲勞強度較高,能滿足一般齒輪的服役要求,但是滲
2015年12月5日,青島豐東熱處理參加在臺中中興大學(xué)舉行的第五屆海峽兩岸金屬熱處理論壇。海峽兩岸金屬熱處理論壇由全國熱處理學(xué)會和臺灣金屬熱處理學(xué)會共同創(chuàng)辦。該論壇的成功舉辦,促進(jìn)了海峽兩岸熱處理學(xué)術(shù)界和工業(yè)界的交流和合作,推動了兩岸材料熱處理和表面工程領(lǐng)域的科學(xué)研究和應(yīng)用開發(fā),還加深了兩岸同行的鄉(xiāng)情、友情。公司總經(jīng)理吳俊平先生作了題為“豐東離子滲氮技術(shù)”的技術(shù)報告,并與其他與會代表進(jìn)行了深入的技術(shù)交流互動,其演講得到了海峽兩岸熱處理學(xué)會同行的好評。
公元前14~11世紀(jì)的殷代時期,在金箔錘制過程中已采用了退火處理。白口鑄鐵柔化退火工藝的創(chuàng)始也不晚于戰(zhàn)國初期(公元前5世紀(jì)),這是中國古代熱處理技術(shù)的一項重大發(fā)明。戰(zhàn)國后期(公元前3世紀(jì))已對熟鐵進(jìn)行滲碳淬火。西漢以來,淬火工藝較普遍地得到應(yīng)用。退火河南殷墟出土的殷代金箔,經(jīng)金相分析可知,是經(jīng)過再結(jié)晶退火處理的,其目的是消除金箔冷鍛硬化。1974年洛陽市出土的春秋末期戰(zhàn)國初期的鐵錛經(jīng)過脫碳退火,使白口鑄鐵表面形成一層珠光體組織,以提高韌性。同時出土的鐵鏟是經(jīng)過柔化退火的可鍛鑄鐵件。20世紀(jì)50年代山東薛城出土的西漢
目前工業(yè)應(yīng)用的傳動齒輪,根據(jù)其服役條件,熱處理主要有調(diào)質(zhì)、感應(yīng)淬火、滲氮和滲碳四大工藝。滲碳齒輪具有較好的綜合力學(xué)性能,但是滲碳過程復(fù)雜,齒輪淬火畸變大,耗能大。深層滲氮齒輪以它自身的優(yōu)勢正在部分替代滲碳齒輪,實現(xiàn)制造高效能齒輪和克服滲碳淬火諸多缺陷。傳動齒輪的服役壽命和可靠性,主要取決于齒輪的疲勞抗力,即齒輪的彎曲疲勞壽命和接觸疲勞壽命。常規(guī)滲碳齒輪表面硬度較低(62-63HRC),耐磨性差,接觸疲勞強度偏低,由于滲碳層較深,心部硬度較高(36-42HRC),因此彎曲疲勞強度較高,能滿足一般齒輪的服役要求,但是滲
工件如何獲得性能優(yōu)異之微細(xì)波來體結(jié)構(gòu)?退火處理會使鋼材變軟,淬火處理會使鋼材變硬,相比較之下,如施以正常化處理,則可獲得層狀波來鐵組織,可有效改善鋼材的切削性及耐磨性,同時又兼具不會產(chǎn)生裂痕、變形量少與操作方便等優(yōu)點。然而正常化處理是比較難的一種熱處理技術(shù),因為它采用空冷的方式冷卻,會受到許多因素而影響空冷效果,例如夏天和冬天之冷卻效果不同、工件大小對空冷速率有別、甚至風(fēng)吹也會影響冷卻速率。因此正常化處理要使用各種方法來維持均一性,可利用遮陽、圍幕、坑洞、風(fēng)扇等。正常化處理與退火處理之差異正常化處理維加熱至A3點或
2015年11月26日,我公司為河南柴油機重工有限責(zé)任公司制造的等離子滲氮設(shè)備完成預(yù)驗收,順利裝車發(fā)貨。河南柴油機重工有限責(zé)任公司,前身是河南柴油機廠,始建于1958年5月,是我國“一五”期間156項重點項目之一,新中國第一個高速柴油機廠,中國船舶行業(yè)唯一的艦船用高速大功率柴油機專業(yè)制造廠,中國船舶重工集團公司(CSIC)成員單位,國家重點保軍企業(yè)。此次客戶從青島豐東熱處理訂購的等離子滲氮設(shè)備使用新一代全逆變電源,最高頻率20khz;外置加熱器,分區(qū)對流加熱,升溫速度快;采用保溫式爐體,熱能
模具鍛造余熱形變熱處理新工藝被逐漸熟知,大部分模具終鍛溫度在850℃左右,最后一火鍛造成形后,不是緩冷,而是快冷淬火,然后再高溫回火或球化退火。熱處理可以提高模具的壽命,更好地服務(wù)大眾。模具熱處理分預(yù)備熱處理、最終熱處理、表面強化三大部分。真空熱處理加工的冷沖模具變形較小、很少發(fā)生線切割開裂、磨裂的現(xiàn)象。壓鑄模采用先進(jìn)的工藝方法,在一定程度上減少模具的龜裂以及使用中粘模的現(xiàn)象。目前國內(nèi)外都在設(shè)法采用更先進(jìn)的真空熱處理手段來提高模具的性能延長模具的使用壽命。而真空熱處理則是模具熱處理中較先進(jìn)的方式之一。所以從模具熱處

可加工零件尺寸:Φ1200×1500mm/Φ1500×2000mm
最大裝爐量:1000kg/2000kg
溫度均勻性:±5℃
鑒定") | 豐東熱技術(shù)公司與青島科技大學(xué)合作研制的“新型保溫式離子滲氮設(shè)備”2012年8月通過中國熱處理行業(yè)協(xié)會組織的技術(shù)鑒定。 |  |
趙程 教授,博士生導(dǎo)師,青島科技大學(xué)機電工程學(xué)院表面技術(shù)研究所所長,全國熱處理學(xué)會理事。長期從事金屬材料表面工程技術(shù)的研究,承擔(dān)過國家重點科技攻關(guān)項目、國家重大科技成果推廣項目、國家自然科學(xué)基金重大項目和一些部、省、市級科研項目。 |
")
|
|
| |||
| 直徑800×800離子氮化爐 | 直徑1200×1500離子氮化爐 | 直徑1500×2100離子氮化爐 | |||
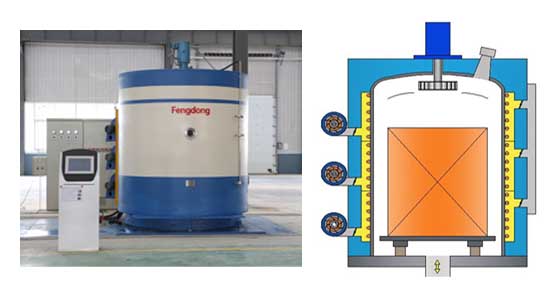
保溫式爐體結(jié)構(gòu)
與水冷式爐體相比,外輔助加熱式離子氮化爐保溫式爐體有以下的優(yōu)點:
1、新一代外輔助加熱式離子氮化爐爐體結(jié)構(gòu)簡單合理,節(jié)電23.5%。
2、升溫速度快,速度提升30%。
熱線") 服務(wù)熱線:400-657-7217
服務(wù)熱線:400-657-7217 
![]()

采用全逆變大功率脈沖電源,頻率為20KHZ,最大功率可達(dá)300KW。
服務(wù)熱線:400-657-7217
![]()
示意圖")
新一代外輔助加熱式離子氮化爐爐內(nèi)使用多支熱電偶進(jìn)行實時監(jiān)控,實現(xiàn)爐內(nèi)空間溫度和工件溫度互補、互制的控制模式,進(jìn)一步提高外輔助加熱式離子氮化爐爐內(nèi)空間的溫度均勻性。
服務(wù)熱線:400-657-7217
![]()
") 熱電偶直測技術(shù)
熱電偶直測技術(shù) 熱電偶與工件直接接觸,保證熱電偶測溫準(zhǔn)確性,使產(chǎn)品溫度與熱電偶溫度示數(shù)一致。
服務(wù)熱線:400-657-7217
![]()
")
設(shè)備配備二級真空系統(tǒng),通過工控機、PLC,自動整定PID參數(shù),使外輔助加熱式離子氮化爐內(nèi)壓力實現(xiàn)閉環(huán)自動化控制,壓力穩(wěn)定無突變。
服務(wù)熱線:400-657-7217
![]()
")
在降溫階段快速充入氮氣,同時開啟爐內(nèi)攪拌風(fēng)扇和爐外冷卻風(fēng)扇進(jìn)行快速降溫冷卻,保證工件不被氧化的同時加快冷卻速度,冷卻效率提高50%以上。
服務(wù)熱線:400-657-7217
![]()
")
在設(shè)備運行過程中所有的運行狀態(tài)及工藝參數(shù)均由工控機實現(xiàn)自動控制并實時反饋,操作界面簡單,清晰。整個過程實現(xiàn)"一鍵式"操作,通過完善的報警系統(tǒng),實時監(jiān)控設(shè)備的異常狀態(tài);龐大的數(shù)據(jù)庫可儲存各項工藝參數(shù)及歷史數(shù)據(jù),可同時實現(xiàn)手動及全自動操作。
服務(wù)熱線:400-657-7217
![]()
")
自動升降移動系統(tǒng)
設(shè)備配備自動升降(含移動)系統(tǒng),可實現(xiàn)外輔助加熱式離子滲氮爐爐體平穩(wěn)開啟與關(guān)閉,保證操作人員安全。升降系統(tǒng)手動、自動控制任意切換,保證生產(chǎn)平安穩(wěn)定運行。
服務(wù)熱線:400-657-7217








")




 掃一掃 關(guān)注訂閱號
掃一掃 關(guān)注訂閱號 掃一掃 關(guān)注服務(wù)號
掃一掃 關(guān)注服務(wù)號