登錄 | 注冊| 收藏青島豐東| 網(wǎng)站地圖
歡迎來到青島豐東熱處理有限公司熱處理行業(yè)國家標(biāo)準制定者A股代碼:002530
加工熱線:400-657-7217
登錄 | 注冊| 收藏青島豐東| 網(wǎng)站地圖
歡迎來到青島豐東熱處理有限公司
加工熱線:400-657-7217
備")
非工作時間請撥打
電話:15763978897
郵編&郵箱:266108 qdsales@fengdong.com
地址:青島市城陽區(qū)流亭街道趙紅路
金屬為什么要進行固溶熱處理或者穩(wěn)定化處理呢?碳在奧氏體不銹鋼中的溶解度與溫度有很大影響。奧氏體不銹鋼在經(jīng)400℃~850℃的溫度范圍內(nèi)(敏化溫度區(qū)域)時,會有高鉻碳化物(Cr23C6)析出,當(dāng)鉻含量降至耐腐蝕性界限之下,此時存在晶界貧鉻,會產(chǎn)生晶間腐蝕,嚴重時能變成粉末。所以有晶間腐蝕傾向的奧氏體不銹鋼應(yīng)進行固溶熱處理或穩(wěn)定化處理。固溶熱處理是指將奧氏體不銹鋼加熱到1100℃左右,使碳化物相全部或基本溶解,碳固溶于奧氏體中,然后快速冷卻至室溫,使碳達到過飽和狀態(tài)(碳已經(jīng)穩(wěn)定了,沒有能力和機會與鉻形成高鉻碳化物)熱處
表面熱處理分為兩大類,一類是表面淬火回火熱處理,另一類是化學(xué)熱處理,其硬度檢修方法如下:1、表面淬火回火熱處理 表面淬火,回火熱處理通常用感應(yīng)加熱或火焰加熱的方式進行。主要技術(shù)參數(shù)是表面硬度、局部硬度和有效硬化層深度。硬度檢測可采用維氏硬度計,也可采用洛氏或表面洛氏硬度計。試驗力(標(biāo)尺)的選擇與有效硬化層深度和工件表面硬度有關(guān)。這里涉及到三種硬度計。 維氏硬度計是測試熱處理工件表面硬度的重要手段,它可選用0.5~100KG的試驗力,測試薄至0.05MM厚的表面硬化層,
熱處理的節(jié)能潛力很大,如何采取措施來加強節(jié)能是擺在每一位熱處理工作者面前的重要課題。目前熱處理節(jié)能的措施主要有以下十一種:1、降低加熱溫度 一般亞共析碳鋼的淬火加熱溫度在 Ac3 以上 30~50℃,共析及過共析碳鋼淬火加熱溫度為 Ac1 以上 30~50℃。但近年來的研究證實,亞共析鋼在略低于Ac3 的α+γ兩相區(qū)內(nèi)加熱淬火(即亞溫淬火)可提高鋼的強韌性,降低脆性轉(zhuǎn)變溫度,并可消除回火脆性。淬火的加熱溫度可降低 40℃。 對高碳鋼采用低溫快速短時加熱淬火,可減少奧氏體碳含量,有利于獲得良好強韌配合的板條馬氏體
1.提高零件的耐磨性 采用鋼件滲碳淬火法可獲得高碳馬氏體硬化表層;合金鋼件用滲氮方法可獲得合金氮化物的彌散硬化表層。用這兩種方法獲得的鋼件表面硬度分別可達HRC58~62及HV800~1200。另一途徑是在鋼件表面形成減磨、抗粘結(jié)薄膜以改善摩擦條件,同樣可提高耐磨性。例如,蒸汽處理表面產(chǎn)生四氧化三鐵薄膜有抗粘結(jié)的作用;表面硫化獲得硫化亞鐵薄膜,可兼有減磨與抗粘結(jié)的作用。近年來發(fā)展起來的多元共滲工藝,如氧氮滲,硫氮共滲,碳氮硫氧硼五元共滲等,能同時形成高硬度的擴散層與抗粘或減磨薄膜,有效地提
化學(xué)熱處理包括三個基本過程,即①化學(xué)滲劑分解為活性原子或離子的分解過程;②活性原子或離子被鋼件表面吸收和固溶的吸收過程;③被滲元素原子不斷向內(nèi)部擴散的擴散過程。 1.分解過程 化學(xué)滲劑是含有被滲元素的物質(zhì)。被滲元素以分子狀態(tài)存在,它必須分解為活性原子或離子才可能被鋼件表面吸收及固溶,很難分解為活性原子或離子的物質(zhì)不能作滲劑使用。例如普通滲氮時不用氮而用氨,因為氨極易分解出活性氮原子【N】:2NH→3H2+2【N】。根據(jù)化學(xué)反應(yīng)熱力學(xué),分解反應(yīng)產(chǎn)物的自由能必須低于反應(yīng)物
化學(xué)熱處理工藝包括滲劑的化學(xué)組成和配比,滲劑分解反應(yīng)過程的控制和參數(shù)測定,滲入溫度和時間,工件的準備,滲后的冷卻規(guī)程及熱處理,化學(xué)熱處理后工件的清理以及裝爐量等等。無論何種化學(xué)熱處理工藝,若按其滲劑在化學(xué)熱處理爐內(nèi)的物理狀態(tài)分類,則可分為固體滲、氣體滲、液體滲、膏糊體滲、液體電解滲、等離子體滲和氣相沉積等工藝。 1.固體滲 所用的滲劑是具有一定粒度的固態(tài)物質(zhì)。它由供滲劑(如滲碳時的木炭)、催滲劑(如滲碳時的碳酸鹽)及填料(如滲鋁時的氧化鋁粉)按一定配比組成。這種方法
化學(xué)熱處理的特點 1.提高零件的耐磨性 采用鋼件滲碳淬火法可獲得高碳馬氏體硬化表層;合金鋼件用滲氮方法可獲得合金氮化物的彌散硬化表層。用這兩種方法獲得的鋼件表面硬度分別可達HRC58~62及HV800~1200。 2.提高零件的疲勞強度 滲碳、滲氮、軟氮化和碳氮共滲等方法,都可使鋼零件在表面強化的同時,在零件表面形成殘余壓應(yīng)力,有效地提高零件的疲勞強度。 3.提高零件的抗蝕性與抗高溫氧化性 例如,滲氮可提高
存在于淬火件不同部位上能引起應(yīng)力集中的因素(包括冶金缺陷在內(nèi)),對淬火裂紋的產(chǎn)生都有促進作用,但只有在拉應(yīng)力場內(nèi)(尤其是在最大拉應(yīng)力下)才會表現(xiàn)出來,若在壓應(yīng)力場內(nèi)并無促裂作用。 淬火冷卻速度是一個能影響淬火質(zhì)量并決定殘余應(yīng)力的重要因素,也是一個能對淬火裂紋賦于重要乃至決定性影響的因素。為了達到淬火的目的,通常必須加速零件 在高溫段內(nèi)的冷卻速度,并使之超過鋼的臨界淬火冷卻速度才能得到馬氏體組織。就殘余應(yīng)力而論,這樣做由于能增加抵消組織應(yīng)力作用的熱應(yīng)力值,故能減少工件表面上的拉應(yīng)力而達到抑制
1、光亮淬火油(油溫70℃下淬火) 光亮淬火油主要適用于維護氛圍爐淬火時作為冷卻介質(zhì),可用于中小截面軸承加熱器鋼、工模具鋼、量刃具鋼儀器儀表等零件淬火,也可用于非維護氛圍淬火爐處置淬透性好的鋼材。該油運用溫度60℃~80℃為好。運用中一定要控制水分含量,當(dāng)水分含量大于200μg/g時,光亮度急劇降落,必需對淬火油停止處置,否則嚴重影響零件的淬火質(zhì)量。 2、快速光亮淬火油(油溫80℃下淬火) 快速光亮淬火油主要適用于汽車、拖拉機、軸承加熱器及紡織機械行業(yè)維護氛圍淬火。
表面熱處理后的硬度檢測 1.表面淬火回火熱處理 表面淬火回火熱處理通常使用感應(yīng)加熱或火焰加熱的方式進行。主要技術(shù)參數(shù)是表面硬度、局部硬度和有效硬化層深度。 表面硬度檢測可采用洛氏硬度計(HR)進行檢測。試驗力(標(biāo)尺)的選擇與有效硬化層深度和工件表面硬度有關(guān)。當(dāng)工件的熱處理硬化層厚度在 0.4 ~ 0.8mm 時,可采用 HRA 標(biāo)尺,當(dāng)硬化層厚度超過 0.8mm 時,可采用 HRC 標(biāo)尺。 維氏硬度計是檢測熱處理工件表面硬度的又一種重要手段,它可選用 0
工件經(jīng)過熱處理之后,往往需要對工件表面進行硬度檢測(有時還需要對工件芯部進行硬度檢測)。 整體熱處理后的硬度檢測(一般情況下,工件(包括其坯料)退火、正火后不作硬度檢測) A.調(diào)質(zhì)處理后的硬度檢測 調(diào)質(zhì)處理采用“淬火+高溫回火”的復(fù)合熱處理工藝。調(diào)質(zhì)處理后,材料的強度、塑性和韌性都較好,具有良好的綜合機械性能。調(diào)質(zhì)處理后材料的機械強度性能,可以通過測試表面硬度來近似得到。調(diào)質(zhì)處理后,一般進行布氏硬度(HB)測試。 B.淬火后的硬度
在空氣中或化學(xué)腐蝕介質(zhì)中能夠抵抗腐蝕的一種高合金鋼,不銹鋼是具有美觀的表面和耐腐蝕性能好,不必經(jīng)過鍍色等表面處理,而發(fā)揮不銹鋼所固有的表面性能,使用于多方面的鋼鐵的一種,通常稱為不銹鋼。代表性能的有13鉻鋼,18-8鉻鎳鋼等高合金鋼。 從金相學(xué)角度分析,因為不銹鋼含有鉻而使表面形成很薄的鉻膜,這個膜隔離開與鋼內(nèi)侵入的氧氣起耐腐蝕的作用。 為了保持不銹鋼所固有的耐腐蝕性,鋼必須含有12%以上的鉻。347不銹鋼板是按照美國ASTM標(biāo)準生產(chǎn)出來的不銹鋼的一個牌
1)第一類回火脆性的溫度應(yīng)比工具鋼SK5的回火溫度范圍要高。低溫回火后,不僅鋼的基體組織是不穩(wěn)定,而且也不能消散全部的殘余應(yīng)力,工具鋼SK5在淬火、回火之后有時還需要進行穩(wěn)定化處理。 2)工具鋼SK5淬火時會消弱阻礙奧氏體晶粒長大的作用消弱,導(dǎo)致淬火馬氏體針粗化。另外,因有更多的碳和合金元素溶入到奧氏體中,使淬透性提高,并提高了淬火后基體的含量。 3)工具鋼SK5要求有很高的硬度和耐磨性,所以工具鋼SK5的含碳量都較高,并且大多在淬火和低溫回火狀態(tài)下使用
滲劑的技術(shù)要求 1.化學(xué)性能 在選擇和生產(chǎn)滲劑時,應(yīng)注意如下一些要求: 1.1成分穩(wěn)定、活性高 有害雜質(zhì)、腐蝕性物要少; 1.2對空氣污染小,對操作者毒害小; 1.3鹽浴易調(diào)整,在工件上附著時易清除; 1.4有機液體裂解氣體滲劑,其成分要求穩(wěn)定,且容易裂解。 2.物理性能 2.1氣體滲劑 氣體滲劑如丙烷、丁烷、液氨及氮氣等. 一般采用瓶裝商品,瓶內(nèi)氣體應(yīng)減壓及干燥后使用。壓力應(yīng)恒定,氣流速度應(yīng)能
熱處理:一般模具的熱處理溫度和時間可以參考《熱處理手冊》或《機械工程手冊》。需要注意的是: (1)熱處理應(yīng)采用合理的工藝減小熱處理變形(一般采用多段加熱工藝,同時防止加熱開裂),同時考慮所采用的熱處理方式,應(yīng)避免合金元素的蒸發(fā),在材料淬透性允許的條件下,盡可能采用真空熱處理、氣體淬火技術(shù),減小熱處理變形,避免熱處理后較大的加工余量,導(dǎo)致表面過熱,影響模具壽命。但對淬硬性較差材料或存在高溫下易揮發(fā)元素的材料,如含高Ni等,宜采用鹽浴熱處理。 (2)推薦采用超飽和滲碳熱處理技術(shù),即
1.已納入國家標(biāo)準熱作模具鋼 熱作模具鋼系列已納入國家標(biāo)準《GB/T1299-2000合金工具鋼》,按主要化學(xué)成分可分為W系,Cr-Mo系,Cr-W-Mo系等類型。 3Cr2W8V(H21)鋼,具有高熱強性、高熱穩(wěn)定性、良好的耐磨性和工藝性能,工作溫度達到650℃。缺點:碳化物偏析嚴重,塑性、韌性、導(dǎo)熱性、抗冷熱疲勞性能和抗溶蝕性能較差。我國20世紀50年代從前蘇聯(lián)引進,使用壽命不長,且合金度高,成本高,目前國外已基本淘汰。我國由于受鋼種和技術(shù)上的限制,目前,仍在大批生產(chǎn)和使用
科技水平發(fā)展使得金屬熱處理技術(shù)也在不斷提升,老的熱處理方法都會對環(huán)境造成一定的污染,而且這會對人的身體健康構(gòu)成威脅,現(xiàn)代科技對熱處理技術(shù)進行改進,接下來一起分享當(dāng)下最先進的熱處理技術(shù)供大家使用。 一、可控氣氛熱處理 可控氣氛熱處理主要是防氧化和脫碳,并對滲碳和滲氮做到精確的控制。20世紀80年代末開始應(yīng)用于工業(yè)生產(chǎn),發(fā)展到現(xiàn)在應(yīng)用非常廣泛。中外各設(shè)備廠家結(jié)合中國市場的特點全新推出各種檔次、功能多樣的可控氣氛熱處理爐。大型的如密封箱式多用爐,豐東的全自動智能化密封箱式多用爐生產(chǎn)線
鋼的熱處理:是將固態(tài)鋼材采用適當(dāng)?shù)姆绞竭M行加熱、保溫和冷卻以獲得所需組織結(jié)構(gòu)與性能的工藝。熱處理不僅可用于強化鋼材,提高機械零件的使用性能,而且還可以用于改善鋼材的工藝性能。其共同點是:只改變內(nèi)部組織結(jié)構(gòu),不改變表面形狀與尺寸。 熱處理工藝能夠顯著地提高鋼的力學(xué)性能,增加零件的強度、韌性和使用壽命,提高硬度和耐磨性。所以重要的機器零件和工具都要進行熱處理。熱處理還可以改善工件的加工工藝性能,從而提高生產(chǎn)率和加工質(zhì)量。因此,熱處理在機械制造工業(yè)中起著十分重要的作用。下面以45鋼為例。&nbs
目前聚合物淬火劑由于具有環(huán)保、技術(shù)和成本方面的獨特優(yōu)勢,其應(yīng)用越來越廣泛,已占整個熱處理淬火介質(zhì)的20%,而應(yīng)用最廣的當(dāng)屬PAG--聚烷撐乙二醇。PAG為中性非離子型聚合物,為環(huán)氧乙烷和環(huán)氧丙烷的共聚物。其冷卻能力介于水和油之間。可使其冷卻能力接近或稍大于水或使其冷卻能力非常接近于油。可成為以水代油的淬火介質(zhì)。然而淬火液在使用過程中極易出現(xiàn)腐敗發(fā)臭。 淬火液發(fā)黑發(fā)臭的原因: 水和油不同,聚合物淬火劑富含有機養(yǎng)料。 眾所周知,凡是有水、空氣和養(yǎng)分的情況下,生命就可能繁衍,所以聚合
鋁型材自然時效——是型材在室溫下時效強化,時效時間為1個月以上。 鋁合金人工時效——是型材在高于室溫的溫度下(如185℃)進行時效強化。 常用鋁型材熱處理狀態(tài)有T1、T4、T5、T591、T592、T595、T6等。 T4:固溶熱處理后自然時效至基本穩(wěn)定的狀態(tài)。適用于固溶熱處理后,不再進行冷加工的產(chǎn)品。 T5:由高溫成型過程冷卻,然后進行人工時效的狀態(tài)。適用于由高溫成型過程冷卻后,不經(jīng)過冷加工,予以人工時效

可加工零件尺寸:Φ1200×1500mm/Φ1500×2000mm
最大裝爐量:1000kg/2000kg
溫度均勻性:±5℃
鑒定") | 豐東熱技術(shù)公司與青島科技大學(xué)合作研制的“新型保溫式離子滲氮設(shè)備”2012年8月通過中國熱處理行業(yè)協(xié)會組織的技術(shù)鑒定。 |  |
趙程 教授,博士生導(dǎo)師,青島科技大學(xué)機電工程學(xué)院表面技術(shù)研究所所長,全國熱處理學(xué)會理事。長期從事金屬材料表面工程技術(shù)的研究,承擔(dān)過國家重點科技攻關(guān)項目、國家重大科技成果推廣項目、國家自然科學(xué)基金重大項目和一些部、省、市級科研項目。 |
")
|
|
| |||
| 直徑800×800離子氮化爐 | 直徑1200×1500離子氮化爐 | 直徑1500×2100離子氮化爐 | |||
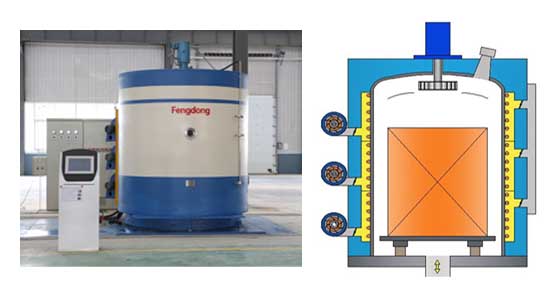
保溫式爐體結(jié)構(gòu)
與水冷式爐體相比,外輔助加熱式離子氮化爐保溫式爐體有以下的優(yōu)點:
1、新一代外輔助加熱式離子氮化爐爐體結(jié)構(gòu)簡單合理,節(jié)電23.5%。
2、升溫速度快,速度提升30%。
熱線") 服務(wù)熱線:400-657-7217
服務(wù)熱線:400-657-7217 
![]()

采用全逆變大功率脈沖電源,頻率為20KHZ,最大功率可達300KW。
服務(wù)熱線:400-657-7217
![]()
示意圖")
新一代外輔助加熱式離子氮化爐爐內(nèi)使用多支熱電偶進行實時監(jiān)控,實現(xiàn)爐內(nèi)空間溫度和工件溫度互補、互制的控制模式,進一步提高外輔助加熱式離子氮化爐爐內(nèi)空間的溫度均勻性。
服務(wù)熱線:400-657-7217
![]()
") 熱電偶直測技術(shù)
熱電偶直測技術(shù) 熱電偶與工件直接接觸,保證熱電偶測溫準確性,使產(chǎn)品溫度與熱電偶溫度示數(shù)一致。
服務(wù)熱線:400-657-7217
![]()
")
設(shè)備配備二級真空系統(tǒng),通過工控機、PLC,自動整定PID參數(shù),使外輔助加熱式離子氮化爐內(nèi)壓力實現(xiàn)閉環(huán)自動化控制,壓力穩(wěn)定無突變。
服務(wù)熱線:400-657-7217
![]()
")
在降溫階段快速充入氮氣,同時開啟爐內(nèi)攪拌風(fēng)扇和爐外冷卻風(fēng)扇進行快速降溫冷卻,保證工件不被氧化的同時加快冷卻速度,冷卻效率提高50%以上。
服務(wù)熱線:400-657-7217
![]()
")
在設(shè)備運行過程中所有的運行狀態(tài)及工藝參數(shù)均由工控機實現(xiàn)自動控制并實時反饋,操作界面簡單,清晰。整個過程實現(xiàn)"一鍵式"操作,通過完善的報警系統(tǒng),實時監(jiān)控設(shè)備的異常狀態(tài);龐大的數(shù)據(jù)庫可儲存各項工藝參數(shù)及歷史數(shù)據(jù),可同時實現(xiàn)手動及全自動操作。
服務(wù)熱線:400-657-7217
![]()
")
自動升降移動系統(tǒng)
設(shè)備配備自動升降(含移動)系統(tǒng),可實現(xiàn)外輔助加熱式離子滲氮爐爐體平穩(wěn)開啟與關(guān)閉,保證操作人員安全。升降系統(tǒng)手動、自動控制任意切換,保證生產(chǎn)平安穩(wěn)定運行。
服務(wù)熱線:400-657-7217

帶式淬火爐")






")




 掃一掃 關(guān)注訂閱號
掃一掃 關(guān)注訂閱號 掃一掃 關(guān)注服務(wù)號
掃一掃 關(guān)注服務(wù)號