
非工作時間請撥打
電話:15763978897
郵編&郵箱:266108 qdsales@fengdong.com
地址:青島市城陽區流亭街道趙紅路
韌性:金屬在斷裂前吸收變形能量的能力稱為韌性指標。 ①沖擊韌性: 金屬材料在沖擊載荷作用下,抵抗破壞的能力或者說斷裂時吸收沖擊功的能量大小,它表示材料對沖擊負荷的抗力。 目前均采用沖擊吸收功AKV表示,單位J 試樣:U型缺口—時效沖擊時用 V型缺口 AKV表示,V型缺口在鍋爐壓力容器的檢驗中應用較多。 時效沖擊將試件拉伸殘余變形10%(低碳鋼),5%(低合金鋼)后加熱250° 10℃保溫
硬度:指金屬材料抵抗硬物壓入表面的能力。 常用的硬度測定方法都是用一定載荷(壓力)把一定的壓頭壓在金屬材料表面,然后測定壓痕面積或深度來確定硬度值,壓痕愈大愈深則硬度愈低。它是表征材料的彈性、塑性、形變強化率,強度、韌性等一系列不同物理量的組合的一種綜合性能指標。由于簡單易行,不必破壞所以是重要的檢驗手段之一。 ①布氏硬度:HB 在直徑為D的淬火鋼球上施加壓力P,使鋼球壓入被測金屬表面,并留下壓痕,載荷P與壓痕表面積之比稱為布氏硬度。 為了避免壓痕面積計
塑性:是指金屬材料在載荷作用下產生最大塑性變形而不破壞的能力。 ①伸長率:δ 試樣受拉力斷裂后,總伸長量與原始長度的比值的百分率稱為伸長率(延伸率) 相同符號才能進行比較,同一鋼材的 與 值不同, 大約為 的1.2倍。為了防止采用屈強比高的鋼材,對鍋爐鋼板的伸長率規定 不得小于18%,以此來限定屈強比。 ②斷面收縮率:Ψ(%) 試樣受拉力斷裂后,試樣截面的縮減量與原截面之比的百分率稱為斷面收縮率。 斷面收縮率不受試件標距長度的影響
強度指標:將規定尺寸的試棒在拉伸實驗機上進行靜拉伸實驗,以測定該試件對外力載荷的抗力,可求強度指標和塑性指標。 (1)拉伸曲線圖 (2)應力應變圖 對原材料、焊接工藝及焊接試板均有嚴格的標準進行規定。 對圓形拉伸試樣分標準試樣和比例試樣,每種又分為長試樣和短試樣 : (3)拉伸試驗分為四個階段 ①彈性變形階段:變形量 與外力(或應變和應力)成正比(即虎克定律)。 ②屈服階段: 屈服極限;材料承受的載荷不再增
一、噴丸強化技術原理高速噴射的彈丸顆粒連續不斷撞擊齒面的過程,如同無數小錘對齒面進行錘擊,使齒面產生極為強烈的塑性形變,使齒面產生一定厚度的冷作硬化層,這一硬化層即齒面的強化層,由此產生強化及表面壓應力,達到提高齒輪疲勞強度和提高使用壽命的一項表面冷處理強化技術。噴丸強化也稱之為強化噴丸或受控噴丸。齒輪噴丸強化是一種受控的噴丸技術,是將高速的彈丸流連續不斷撞擊齒面,使齒面在彈丸流的撞擊作用下發生塑性變形(塑性變形層的厚度通常處于0.1-0.8mm之間)。這一影響延伸到齒輪材料的表層,在表層下產生較高的殘余壓應力、加
淬火裂紋是指在淬火過程中或在淬火后的室溫放置過程中產生的裂紋,后者又叫時效裂紋。裂紋的分布沒有一定的規律,但一般容易在工件的尖角、截面突變處形成。造成淬火開裂的根本原因是拉應力超過材料的斷裂強度,或者雖未超過材料的斷裂強度,但材料由于存在內部缺陷也會發生開裂。造成淬火開裂的具體原因很多,分析時應根據裂紋特征加以區分。 2 淬火裂紋的成因:馬氏體的本質脆性是淬火裂紋的內因,而馬氏體的晶體結構、化學成分、冶金缺陷等是馬氏體本質脆性的影響因素;各種工藝條件、零件尺寸形狀等引起的宏觀內應力的大小、
灰鑄鐵是指具有片狀石墨的鑄鐵,因斷裂時斷口呈暗灰色,故稱為灰鑄鐵。主要成分是鐵、碳、硅、錳、硫、磷,是應用最廣的鑄鐵,其產量占鑄鐵總產量80%以上。 按GB/T 9439-1988規定,根據直徑30mm單鑄試棒的抗拉強度,將灰鑄鐵分為六個牌號,如下 灰鑄鐵的熱處理后只能改變基體組織,不能改變石墨的形態,因而不可能明顯提高灰鑄鐵件的力學性能。灰鑄鐵的熱處理主要用于消除鑄件內應力和白口組織,穩定尺寸,改善切削加工性能,提高表面硬度和耐磨性等。常見的熱處理工藝主要有: 1.時效處理:
碳鋼也叫碳素鋼,指含碳量Wc小于2.11%的鐵碳合金,根據含碳量的高低,碳鋼可以分為: 1、低碳鋼:又稱軟鋼,含碳量從0.10%至0.25%低碳鋼易于接受各種加工如鍛造,焊接和切削,常用于制造鏈條,鉚釘,螺栓,軸等。 2、中碳鋼:碳量0.25%~0.60%的碳素鋼。有鎮靜鋼、半鎮靜鋼、沸騰鋼等多種產品。除碳外還可含有少量錳(0.70%~1.20%)。強度、硬度比低碳鋼高,而塑性和韌性低于低碳鋼。可不經熱處理,直接使用熱軋材、冷拉材,亦可經熱處理后使用。 3、高碳鋼:
高碳鉻軸承鋼是一種普通的軸承鋼,主要是以傳統的 GCr15、GCr15SiMn 為主,近年來根據實際生產需要又開發了高淬透性的 GCr15SiMo、GCr18Mo 鋼和限制淬透性的 Gcr4 鋼。 高碳鉻軸承鋼的球化退火是為了獲得鐵素體基體上均勻分布著細、小、勻、圓的碳化物顆粒的組織,為以后的冷加工及最終的淬回火作組織準備。 傳統的球化退火工藝是在略高于Ac1的溫度(如GCr15為780~810℃)保溫后隨爐緩慢冷卻(25℃/h)至650℃以下出爐空冷。該工藝熱處理時間長(20
1、組織應力的影響:刀具在加熱和冷卻過程中發生各種組織轉變,由于鋼中各組織的比容不同,因此在相變時發生體積變化。要減小組織應力,主要是在熱處理中設法調節馬氏體、奧氏體和貝氏體的相對量。2、熱應力的影響:熱應力是刀具在加熱和冷卻是產生內外溫差所引起的。由于工件表里各種存在溫差、造成熱脹冷縮的不一致。高速鋼的導熱性較差,更加劇熱應力的作用。3、淬火溫度過高:使鋼材強度大大下降,因此在加熱和冷卻過程中容易發生變形與開裂。4、加熱過快也易引起變形開裂。5、回火不當所引起的變形開裂。6、刀具材料鋼的質量影響熱處理變形開裂。7
淬火(cuì huǒ)“蘸火”是淬火工藝的行業術語,起源于工藝處理的方法,因為淬火就是把加熱到一定程度的熱工件蘸一下介質,以達到要求,過去工匠們形象的稱謂淬火為蘸火,淬火工藝應用很廣,讀法也隨之流傳開來。 規范的定義是將鋼件加熱到Ac3(亞)或Ac1(過)以上30-50℃,經過保溫,然后在冷卻介質中迅速冷卻,以獲得高硬度組織的一種熱處理工藝。 常用淬火法: 1)單介質淬火:工件在一種介質中冷卻,如水淬、油淬。
金屬的硬度,是指金屬表面局部體積內抵抗外物壓入而引起的塑性變形的抗力,硬度越高表明金屬抵抗塑性變形的能力越強,金屬產生塑性變形越困難。硬度試驗方法簡單易行,又無損于零件。實際常使用的硬度試驗方法有:布氏硬度、洛氏硬度和維氏硬度三種。 1.布氏硬度HB:用一定大小的載荷P把直徑為D的淬火鋼球壓入被測金屬材料表面,保持一段時間后卸除載荷。載荷P與壓痕表面積F的比值即為布氏硬度值,記作HB。布氏硬度的使用上限是HB450,適用于測定退火、正火、調質鋼、鑄鐵及
鑄鐵件熱處理的主要目的就是改善鑄鐵件整體性能,常見熱處理工藝有消除白口退火,提高韌性的球墨鑄鐵退火,提高球墨鑄鐵強度的正火、淬火等。 具體如下: 1.消除白口退火 普通灰口鑄鐵或球墨鑄件表面或薄壁處在鑄造過程中因冷卻速度過快出現白口,鑄鐵件無法切削加工。為消除白口降低硬度常將這類鑄鐵件重新加熱到共析溫度以上(通常880~900℃),并保溫1~2h(若鑄鐵Si含量高,時間可短)進行退火,滲碳體分解為石墨,再將鑄鐵
(一).單液淬火法 把加熱工件投入一種淬火冷卻介質中,一直冷卻至室溫的淬火方法。曲線a所示這是一種常用的方法,特點是操作簡便,易實現機械化與自動化,缺點是在650~550℃和300~200℃都不理想。(二).預冷淬火法將加熱的工件從加熱爐中取出后,先在空氣中預冷一定的溫度,然后再投入淬火冷卻介質中冷卻。 曲線b所示這種方法即可不降低淬火工件的硬度與淬硬層深度的條件下,使熱應力大大減小,因此,它對防止變形和開裂有積極措施。(三).雙液淬火法&nb
淬火加熱時間指的是升溫與保溫所需時間,淬火熱處理加熱時間的長短與很多因素有關,像鋼的成分,原始組織,工件形狀和尺寸,加熱介質,裝爐方式,爐溫等許多因素有關,確切計算淬火加熱時間很困難,課本中只是給出一個經驗公式:t=a*Dt:加熱時間a:加熱系數D:工件有效厚度青島豐東熱處理專業提供熱處理服務,可為客戶提供化學熱處理(滲碳、滲氮、碳氮共滲)、真空熱處理、等離子熱處理(離子滲氮)、常規熱處理(含深冷處理)等四大領域的熱處理加工服務。歡迎新老客戶來電咨詢,電話:4006577217。“青島豐東熱處理&rdq
正火與退火相似,有以下特點:正火鋼的機械性能高,操作簡便,生產周期短能量耗費少,因此盡可能選用正火。正火有以下幾方面的應用1.普通結構件的最終熱處理;正火可以消除鑄造或鍛造生產中的過熱缺陷,細化組織,提高機械性能。2.改善低碳鋼和低碳合金鋼的切削加工性;硬度在160—230HB的金屬,易切削加工,金屬硬度高,不但難以加工,而且刀具易磨損,能量耗費也大,硬度過低,加工又易粘刀,使刀具發熱和磨損,且加工零件表面光潔度也很差。陰影表示切削加工性能較好和低碳合金鋼退火硬度一般都在160HB以下,且切削加工性不良
(一).完全退火是將亞共析碳鋼加熱到Ac3線以上約20~60℃,保溫一定時間,隨爐緩慢冷卻到600℃以下,然后出爐在空氣中冷卻。這種退火主要用于亞共析成分的碳鋼和和金鋼的鑄件,鍛件及熱扎型材,目的是細化晶粒,消除內應力與組織缺陷,降低硬度,提高塑性,為隨后的切削加工和淬火做好準備。上圖是30鋼的鑄件完全退火前后性能比較F的晶粒尺寸越小,強度越高,塑性越高完全退火經加熱,保溫后,獲得晶粒細小的單相A組織,必需以緩慢的冷卻速度進行冷卻,以保證奧氏體在珠光體的上部發生轉變。(二).等溫退火等溫退火是為了保證A在珠光體轉變
完全退火,等溫退火,擴散退火,球化退火,去應力退火,再結晶退火 退火的目的 1.降低鋼件硬度,利于切削加工, HB=160~230,最適于切削加工,退火后HB恰在此中; 2.消除殘余應力,穩定鋼件尺寸并防止變形和開裂; 3.細化晶粒,改善組織,提高鋼的機械性能; 4.為最終熱處理(淬火,回火)做組織上
1.汽輪機葉輪的熱處理工藝設計(1)汽輪機葉輪失效方式及其用鋼汽輪機葉輪的主要失效方式是末幾級葉輪,特別是末級葉輪葉根槽或鍵槽部分出現應力腐蝕裂紋,當其裂紋達到一定深度后,將導致整個葉輪飛裂。汽輪機的普通葉輪用鋼主要有:34CrNi3Mo、35CrMoV、34CrMol等,要求強度和韌性較高的或特大型葉輪采用30Cr2Ni4MoV鋼制造。(2)葉輪的制作工藝路線鋼錠開坯→預防白點退火→下料→模鍛→正火+高溫回火→粗加工→調質→精加工→成
比較P5-25與P5-IO兩曲線,連續冷卻轉變有以下主要特點:1.PS線是P體型轉變開始線;Pf線是P體型轉變終了線;AB線是P體型轉變中途停止線,冷卻曲線遇AB線后,過冷A不再發生P體型轉變,而一直保留到Ms線以下,A直接轉變為M。2.連續冷卻轉變曲線上只有C曲線上半部分,而沒有下半部分,這說明共析碳鋼連續冷卻時,只有珠光體型轉變,而沒有貝氏體轉變。圖中的VK與過冷奧氏體連續冷卻轉變曲線鼻尖相切,是保證A茌連續冷卻過程中不發生分解而全部冷卻到M區的最小冷卻速度,又稱臨界冷卻速度。4.在連續冷卻過程中,過冷奧氏體的

可加工零件尺寸:Φ1200×1500mm/Φ1500×2000mm
最大裝爐量:1000kg/2000kg
溫度均勻性:±5℃
 | 豐東熱技術公司與青島科技大學合作研制的“新型保溫式離子滲氮設備”2012年8月通過中國熱處理行業協會組織的技術鑒定。 |  |
趙程 教授,博士生導師,青島科技大學機電工程學院表面技術研究所所長,全國熱處理學會理事。長期從事金屬材料表面工程技術的研究,承擔過國家重點科技攻關項目、國家重大科技成果推廣項目、國家自然科學基金重大項目和一些部、省、市級科研項目。 |

|
|
| |||
| 直徑800×800離子氮化爐 | 直徑1200×1500離子氮化爐 | 直徑1500×2100離子氮化爐 | |||
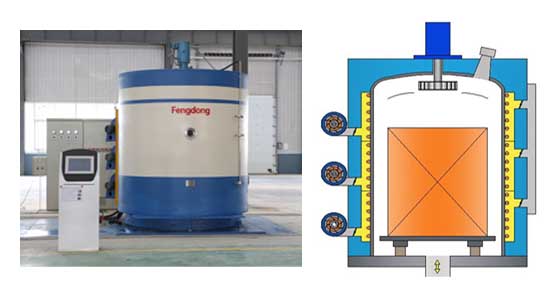
保溫式爐體結構
與水冷式爐體相比,外輔助加熱式離子氮化爐保溫式爐體有以下的優點:
1、新一代外輔助加熱式離子氮化爐爐體結構簡單合理,節電23.5%。
2、升溫速度快,速度提升30%。
 服務熱線:400-657-7217
服務熱線:400-657-7217 
![]()

采用全逆變大功率脈沖電源,頻率為20KHZ,最大功率可達300KW。
服務熱線:400-657-7217
![]()

新一代外輔助加熱式離子氮化爐爐內使用多支熱電偶進行實時監控,實現爐內空間溫度和工件溫度互補、互制的控制模式,進一步提高外輔助加熱式離子氮化爐爐內空間的溫度均勻性。
服務熱線:400-657-7217
![]()
 熱電偶直測技術
熱電偶直測技術 熱電偶與工件直接接觸,保證熱電偶測溫準確性,使產品溫度與熱電偶溫度示數一致。
服務熱線:400-657-7217
![]()

設備配備二級真空系統,通過工控機、PLC,自動整定PID參數,使外輔助加熱式離子氮化爐內壓力實現閉環自動化控制,壓力穩定無突變。
服務熱線:400-657-7217
![]()

在降溫階段快速充入氮氣,同時開啟爐內攪拌風扇和爐外冷卻風扇進行快速降溫冷卻,保證工件不被氧化的同時加快冷卻速度,冷卻效率提高50%以上。
服務熱線:400-657-7217
![]()

在設備運行過程中所有的運行狀態及工藝參數均由工控機實現自動控制并實時反饋,操作界面簡單,清晰。整個過程實現"一鍵式"操作,通過完善的報警系統,實時監控設備的異常狀態;龐大的數據庫可儲存各項工藝參數及歷史數據,可同時實現手動及全自動操作。
服務熱線:400-657-7217
![]()

自動升降移動系統
設備配備自動升降(含移動)系統,可實現外輔助加熱式離子滲氮爐爐體平穩開啟與關閉,保證操作人員安全。升降系統手動、自動控制任意切換,保證生產平安穩定運行。
服務熱線:400-657-7217














 掃一掃 關注訂閱號
掃一掃 關注訂閱號 掃一掃 關注服務號
掃一掃 關注服務號