登錄 | 注冊(cè)| 收藏青島豐東| 網(wǎng)站地圖
歡迎來(lái)到青島豐東熱處理有限公司熱處理行業(yè)國(guó)家標(biāo)準(zhǔn)制定者A股代碼:002530
加工熱線(xiàn):400-657-7217
登錄 | 注冊(cè)| 收藏青島豐東| 網(wǎng)站地圖
歡迎來(lái)到青島豐東熱處理有限公司
加工熱線(xiàn):400-657-7217
備")
非工作時(shí)間請(qǐng)撥打
電話(huà):15763978897
郵編&郵箱:266108 qdsales@fengdong.com
地址:青島市城陽(yáng)區(qū)流亭街道趙紅路
活性屏技術(shù)是國(guó)際最新專(zhuān)利技術(shù),解決了工件打弧、空心陰極效應(yīng)、溫度均勻性、工藝穩(wěn)定性等問(wèn)題,實(shí)現(xiàn)大小工件混裝。豐東股份致力于等離子技術(shù)的研發(fā)及產(chǎn)業(yè)化應(yīng)用,成功研制出新一代具有自主知識(shí)產(chǎn)權(quán)的新型等離子熱處理設(shè)備,并發(fā)展出與之配套的等離子熱處理新工藝。全新一代等離子熱處理設(shè)備集獨(dú)特的結(jié)構(gòu)形式、先進(jìn)的控制手段、多種復(fù)合技術(shù)于一身,能耗更低、排放更少,熱處理工藝水平大幅提升,處理質(zhì)量更加穩(wěn)定可靠。活性屏離子氮化爐生產(chǎn)廠家請(qǐng)選擇國(guó)內(nèi)首臺(tái)活性屏離子氮化爐生產(chǎn)廠家——青島豐東熱處理有限公司,我們可根據(jù)用戶(hù)產(chǎn)
齒輪及其齒輪產(chǎn)品是機(jī)械裝備的重要基礎(chǔ)件,絕大部分機(jī)械成套設(shè)備的主要傳動(dòng)部件都是齒輪傳動(dòng)。齒輪的離子氮化減少了磨齒工序,節(jié)省了成本,而且本公司擁有深滲層離子滲氮技術(shù),可以有效保證滲層深度的要求。此外,離子氮化變形小,硬度高而且可有效提高齒輪的抗咬合性。目前,青島豐東熱處理有限公司采用新一代離子氮化爐,對(duì)此類(lèi)產(chǎn)品已進(jìn)行大批量生產(chǎn),熱處理后的產(chǎn)品各項(xiàng)指標(biāo)均在技術(shù)要求的合格范圍之內(nèi),產(chǎn)品表面硬度較高,且整爐產(chǎn)品均勻性良好,產(chǎn)品質(zhì)量穩(wěn)定可靠,得到了顧客的極大滿(mǎn)意。 &nbs
離子氮化熱處理技術(shù),其顯著特點(diǎn)是處理后零件表面清潔,抗腐蝕,變形小,耐磨性高,與氣體滲氮比,更有周期短,高效,少污染等優(yōu)勢(shì)。近幾年來(lái),離子氮化的發(fā)展很快,尤其是離子氮化爐脈沖電源的問(wèn)世,它將放電的物理參數(shù)(電壓、電流、氣壓)與控溫參數(shù)(脈沖寬度)分開(kāi)。增加了工藝的可調(diào)性,易于實(shí)現(xiàn)工藝參數(shù)的選擇和精確控制。豐東股份致力于等離子技術(shù)的研發(fā)及產(chǎn)業(yè)化應(yīng)用,成功研制出新一代具有自主知識(shí)產(chǎn)權(quán)的新型等離子熱處理設(shè)備,并發(fā)展出與之配套的等離子熱處理新工藝。全新一代等離子熱處理設(shè)備集獨(dú)特的結(jié)構(gòu)形式、先進(jìn)的控制手段、多種復(fù)合技術(shù)于一身
近年來(lái),真空熱處理技術(shù)應(yīng)用和發(fā)展得到進(jìn)一步的完善和推廣,它具有無(wú)氧化、無(wú)脫碳、淬火后工件表面清潔光亮、耐磨性高、無(wú)污染、自動(dòng)化程度高等特點(diǎn)。由于鹽浴淬火受環(huán)境的限制,已呈夕陽(yáng)之勢(shì)。現(xiàn)代工業(yè)生產(chǎn)中廣泛采用了真空退火,真空除氣,真空油淬,真空水淬,真空氣淬,真空回火及真空滲碳等熱處理技術(shù)。近年來(lái),隨著高壓氣淬真空爐的面世,高速鋼刀具的真空淬火已成為現(xiàn)實(shí)。真空爐制造廠家眾多,豐東生產(chǎn)制造的真空爐系列其技術(shù)水平、性能、價(jià)格,在國(guó)內(nèi)具有極強(qiáng)的競(jìng)爭(zhēng)優(yōu)勢(shì),真空熱處理將成為熱處理車(chē)間最普及的最主要的技術(shù)之一。青島豐東可生產(chǎn)制造真空
可控氣氛熱處理主要是防氧化和脫碳,并對(duì)滲碳和滲氮做到精確的控制。在無(wú)氧化熱處理技術(shù)的發(fā)展趨勢(shì)中,首推可控氣氛熱處理。20世紀(jì)80年代末開(kāi)始應(yīng)用于工業(yè)生產(chǎn),至今,發(fā)展之速度,應(yīng)用之廣泛,皆令人嘆為觀止。中外各設(shè)備廠家結(jié)合中國(guó)市場(chǎng)的特點(diǎn),全新推出各種檔次、功能多樣的可控氣氛熱處理爐。豐東的全自動(dòng)智能化密封箱式多用爐生產(chǎn)線(xiàn),不僅能滿(mǎn)足滲碳、碳氮共滲,而且能實(shí)現(xiàn)光亮淬火、光亮退火等多種熱處理工藝。可實(shí)現(xiàn)計(jì)算機(jī)輔助設(shè)計(jì)、生產(chǎn)管理、物流管理、現(xiàn)場(chǎng)控制、質(zhì)量管理、工藝管理等系列工作。同時(shí)改變了過(guò)去熱處理車(chē)間“臟、亂、
滲碳件根據(jù)零件的結(jié)構(gòu),服役條件,工序安排的位置,可采用以下某一種方法進(jìn)行熱處理,以達(dá)到最佳的效果。1、直接淬火、回火。 特點(diǎn):不能細(xì)化鋼的晶粒。工件淬火變形較大,合金鋼滲碳件表面殘余奧氏體量較多,表面硬度較低。適用范圍:操作簡(jiǎn)單,成本低廉用來(lái)處理對(duì)變形和承受沖擊載荷不大的零件,適用于氣體滲碳和液體滲碳工藝。2、預(yù)冷直接淬火(淬火溫度800-850℃)、低溫回火。 特點(diǎn):可以減少工件淬火變形,滲層中殘余奧氏體量也可稍有降低,表面硬度略有提高,但不能細(xì)化晶粒。適用范圍: 操作簡(jiǎn)單,工件氧化、脫碳及淬火變形均小,廣泛應(yīng)用
滲氮熱處理是表面熱處理的一種,表面滲氮,使表面有一定的硬度。滲氮熱處理又稱(chēng)為擴(kuò)散滲氮。滲氮熱處理優(yōu)點(diǎn)介紹:①高硬度和高耐磨性。對(duì)38CrMoAlA等滲氮熱處理鋼制零件,滲氮熱處理后的表層硬度可以提高到HV1000~1200,相當(dāng)于HRC70左右。這顯然是一般淬火或滲碳淬火處理達(dá)不到的。尤其寶貴的是,這種高硬度可在500℃左右長(zhǎng)期保持不下降。由于硬度高,耐磨性也很好,能抗各種類(lèi)型的磨損。②較高的疲勞強(qiáng)度。滲氮熱處理后,零件表面形成的各種氮化物相的比容比鐵大,因此滲氮熱處理后表面產(chǎn)生了較大的殘余壓應(yīng)力。表層殘作壓應(yīng)力的
模具熱處理是保證模具性能的重要工藝過(guò)程。它對(duì)模具的如下性能有著直接的影響。模具的制造精度:組織轉(zhuǎn)變不均勻、不徹底及熱處理形成的殘余應(yīng)力過(guò)大造成模具在熱處理后的加工、裝配和模具使用過(guò)程中的變形,從而降低模具的精度,甚至報(bào)廢。模具的強(qiáng)度:熱處理工藝制定不當(dāng)、熱處理操作不規(guī)范或熱處理設(shè)備狀態(tài)不完好,造成被處理模具強(qiáng)度(硬度)達(dá)不到設(shè)計(jì)要求。模具的工作壽命:熱處理造成的組織結(jié)構(gòu)不合理、晶粒度超標(biāo)等,導(dǎo)致主要性能如模具的韌性、冷熱疲勞性能、抗磨損性能等下降,影響模具的工作壽命。模具的制造成本:作為模具制造過(guò)程的中間環(huán)節(jié)或最終
熱處理的分類(lèi)很?chē)?yán)謹(jǐn),根據(jù)主要功能來(lái)分類(lèi),熱處理技術(shù)大體可分為整體熱處理、外表熱處理和化學(xué)熱處理三大類(lèi)。同一種金屬選用不一樣的熱處理技術(shù),可取得不一樣的安排,然后具有不一樣的功能。 一、整體熱處理 1、退火是將工件加熱到恰當(dāng)溫度,依據(jù)資料和工件尺度選用不一樣的保溫時(shí)刻,然后進(jìn)行緩慢冷卻,意圖是使金屬內(nèi)部安排到達(dá)或挨近平衡狀況,取得杰出的技術(shù)功能和運(yùn)用功能,或許為進(jìn)一步淬火作安排預(yù)備。 &
模具鋼材的熱處理方式與加工工序安排密切相關(guān)。在模具制造時(shí),應(yīng)當(dāng)根據(jù)材料和加工工藝路線(xiàn)來(lái)選擇熱處理方法,制定相應(yīng)得熱處理工藝。(1)一般冷作模具鋼工作零件的熱處理工序安排:鑄造——退火——機(jī)械加工成型——淬火與回火——加工修整。(2)冷作模具鋼采用成型磨削及電加工工藝:鍛造——退火——機(jī)械粗加工——淬火或回火——精加工(磨削、電
模具在淬火后易產(chǎn)生裂紋,造成模具報(bào)廢的原因與模具最終球化組織粗大不均、球化不完善,組織有網(wǎng)狀、帶狀和鏈狀碳化物有關(guān)。產(chǎn)生原因:1.模具鋼材料原始組織存在嚴(yán)重碳化物偏析。2.鍛造工藝不佳,如鍛造加熱溫度過(guò)高、變形量小、停鍛溫度高、鍛后冷卻速度緩慢等,使鍛造組織粗大并有網(wǎng)狀、帶狀及鏈狀碳化物存在,使球化退火時(shí)難以消除。3.球化退火工藝不佳,如退火溫度過(guò)高或過(guò)低,等溫退火時(shí)間短等,可造成球化退火組織不均或球化不良。我們必須想辦法解決:1.一般應(yīng)根據(jù)模具的工作條件、生產(chǎn)批量及材料本身的強(qiáng)韌化性能,盡量選擇品質(zhì)好的模具鋼材料
裂紋特征是垂直于軸向。未淬透模具,在淬硬區(qū)與未淬硬區(qū)過(guò)渡部分存在大的拉應(yīng)力峰值,大型模具熱處理快速冷卻時(shí)易形成大的拉應(yīng)力峰值,因形成的軸向應(yīng)力大于切向應(yīng)力,導(dǎo)致產(chǎn)生橫向裂紋。鍛造模塊中S、P。***,Bi,Pb,Sn,As等低熔點(diǎn)有害雜質(zhì)的橫向偏析或模塊存在橫向顯微裂紋,淬火后經(jīng)擴(kuò)展形成橫向裂紋。可以采取兩大方法預(yù)防:(1)模塊應(yīng)合理鍛造,原材料長(zhǎng)度與直徑之比即鍛造比最好選在2—3之間,鍛造采用雙十字形變向鍛造,經(jīng)五鐓五拔多火鍛造,使鋼中碳化物和雜質(zhì)呈細(xì)、小,勻分布于鋼基體,鍛造纖維組織圍繞型腔無(wú)定向分
在焊接過(guò)程中,由于加熱和冷卻的不均勻性,以及構(gòu)件本身產(chǎn)生拘束或外加拘束,在焊接工作結(jié)束后,在構(gòu)件中總會(huì)產(chǎn)生焊接應(yīng)力。焊接應(yīng)力在構(gòu)件中的存在,會(huì)降低焊接接頭區(qū)的實(shí)際承載能力,產(chǎn)生塑性變形,嚴(yán)重時(shí),還會(huì)導(dǎo)致構(gòu)件的破壞。焊后消氫處理,是指在焊接完成以后,焊縫尚未冷卻至100℃以下時(shí),進(jìn)行的低溫?zé)崽幚怼R话阋?guī)范為加熱到200~350℃,保溫2-6小時(shí)。焊后消氫處理的主要作用是加快焊縫及熱影響區(qū)中氫的逸出,對(duì)于防止低合金鋼焊接時(shí)產(chǎn)生焊接裂紋的效果極為顯著。消應(yīng)力熱處理是使焊好的工件在高溫狀態(tài)下,其屈服強(qiáng)度下降,來(lái)達(dá)到松弛焊接
熱處理是汽車(chē)制造過(guò)程中一道十分關(guān)鍵的生產(chǎn)工序,汽車(chē)的發(fā)動(dòng)機(jī)、變速箱、傳動(dòng)器、轉(zhuǎn)向機(jī)、傳動(dòng)軸及后橋等重要總成的主要零部件都要經(jīng)過(guò)不同工藝方法的熱處理工序,以充分發(fā)揮金屬材料潛力,保證汽車(chē)零部件的質(zhì)量和汽車(chē)的安全性、可靠性及使用壽命。從某種意義上講,熱處理工藝是確保汽車(chē)具有市場(chǎng)競(jìng)爭(zhēng)能力的重要措施。正因?yàn)闊崽幚碓谄?chē)工業(yè)中處于十分重要的位置,所以汽車(chē)工業(yè)中的熱處理就備受關(guān)注。伴隨著汽車(chē)工業(yè)的發(fā)展壯大,汽車(chē)工業(yè)熱處理產(chǎn)業(yè)發(fā)生了質(zhì)的變化。其主要表現(xiàn)是:我國(guó)的各大汽車(chē)廠家都紛紛以各種不同方式從國(guó)外引進(jìn)了大量先進(jìn)的熱處理成套設(shè)備
金屬材料的硬度雖然天天都在接觸,但細(xì)細(xì)品味后很多問(wèn)題又都顯得似是而非,你是怎樣理解硬度的呢?定義概念:專(zhuān)業(yè)術(shù)語(yǔ),材料局部抵抗硬物壓入其表面的能力稱(chēng)為硬度,是比較固體材料軟硬的指標(biāo)。它既可理解為材料抵抗彈性變形、塑性變形或破壞的能力,也可表述為材料抵抗殘余變形和反破壞的能力。硬度是一個(gè)相對(duì)的概念,不同的硬度測(cè)試方法,甚至相同方法,不同載荷條件測(cè)得的硬度值都沒(méi)有絕對(duì)的可比性。由于規(guī)定了不同的測(cè)試方法,所以有不同的硬度標(biāo)準(zhǔn),各種硬度標(biāo)準(zhǔn)的力學(xué)含義不同,相互不能直接換算,但可通過(guò)試驗(yàn)加以對(duì)比。硬度不是一個(gè)簡(jiǎn)單的物理概念,而
模具是指用作批量成形加工沖壓等制品的精密成形工具。模具精度包括加工上獲得的零件精度和生產(chǎn)時(shí)保證產(chǎn)品精度的質(zhì)量意識(shí),但通常所講的模具精度,主要是指模具工作零件的精度。①. 模具加工中的精度概念是指模具零件加工及組裝后的實(shí)際幾何參數(shù)與設(shè)計(jì)幾何參數(shù)的符合程度。②. 模具生產(chǎn)中的精度概念是指企業(yè)職工在生產(chǎn)實(shí)踐中逐步形成的、指導(dǎo)職工生產(chǎn)行為的一各思維模式,一種質(zhì)量意識(shí),即在企業(yè)職工的行為中,始終貫徹把握產(chǎn)品精度的質(zhì)量意識(shí)。模具精度的內(nèi)容包括四個(gè)方面:尺寸精度、形狀精度、位置精度、表面精度。由于模具在工作時(shí)分上模、下模兩部分,
1)退火。其目的是改善普通工具的可加工性和熱處理工藝性能。退火主要采用球化退火,對(duì)不易球化的鋼可采用循環(huán)退火的方法以增進(jìn)球化效果。2)正火。其目的是細(xì)化過(guò)熱鋼的晶粒或消除過(guò)共析鋼的網(wǎng)狀碳化物。普通工具鋼正火后通常為片狀珠光體組織,一般還要進(jìn)行球化退火,使珠光體球化。3)調(diào)質(zhì)。調(diào)質(zhì)可使工件加工后得到較低的表面粗糙度,細(xì)化淬火前鋼的組織,減少最終熱處理的變形,并得到高而均勻的淬火硬度。4)去應(yīng)力退火。主要用于消除因冷塑變形產(chǎn)生的加工硬化或消除切削加工產(chǎn)生的內(nèi)應(yīng)力。5)淬火。普通工具熱處理以鹽浴加熱為主,工具在淬火加熱之
表面熱處理通俗點(diǎn)講就是通過(guò)對(duì)鋼件表面的加熱、冷卻,改變表層性能的金屬熱處理工藝,事物性能的提高離不開(kāi)熱處理,表面熱處理中固溶處理是最重要的步驟之一。只有更加了解表面熱處理的固溶處理,才能更好的將其應(yīng)用,大家來(lái)一起了解下吧。表面熱處理一般固溶處理的加熱溫度在780-820℃之間,對(duì)用作彈性組件的材料,采用760-780℃,主要是防止晶粒粗大影響強(qiáng)度。固溶處理爐溫均勻度應(yīng)嚴(yán)格控制在±5℃。保溫時(shí)間一般可按1小時(shí)/25mm計(jì)算,鈹青銅在空氣或氧化性氣氛中進(jìn)行固溶加熱處理時(shí),表面會(huì)形成氧化膜。雖然對(duì)時(shí)效強(qiáng)化后
不銹鋼表面處理的常用加工方法。主要是利用化學(xué)、機(jī)械、電化學(xué)的作用,讓不銹鋼表面的粗糙度得以隆低,讓不銹鋼拋光后更光亮、更平整,表面拋光很常見(jiàn)。 不銹鋼拋光利用柔性?huà)伖夤ぞ吆湍チ项w粒或其他拋光介質(zhì)對(duì)工件表面進(jìn)行的修飾加工。拋光不能提高工件的尺寸精度或幾何形狀精度,而是以得到光滑表面或鏡面光澤為目的,有時(shí)也用以消除光澤(消光)。通常以?huà)伖廨喿鳛閽伖夤ぞ摺伖廨喴话阌枚鄬臃肌⒚珰只蚱じ锆B制而成,兩側(cè)用金屬圓板夾緊,其輪緣涂敷由微粉磨料和油脂等均勻混合而成的拋光劑。 &nbs
真空熱處理不僅是某些特殊合金熱處理的必要手段,而且在一般工程用鋼的熱處理中也獲得應(yīng)用,特別是工具、模具和精密耦件等。眾所周知零件經(jīng)真空熱處理后,畸變小,質(zhì)量高,且工藝本身操作靈活,無(wú)公害。 經(jīng)真空熱處理后使用壽命較一般熱處理有較大的提高。例如某些模具經(jīng)真空熱處理后,其壽命比原來(lái)鹽浴處理的高40~400%,而有許多工具的壽命可提高3~4倍左右。此外,真空加熱爐可在較高溫度下工作,且工件可以保持潔凈的表面,因而能加速化學(xué)熱處理的吸附和反應(yīng)過(guò)程。因此,某些化學(xué)熱處理,如滲碳、滲氮、滲鉻

可加工零件尺寸:Φ1200×1500mm/Φ1500×2000mm
最大裝爐量:1000kg/2000kg
溫度均勻性:±5℃
鑒定") | 豐東熱技術(shù)公司與青島科技大學(xué)合作研制的“新型保溫式離子滲氮設(shè)備”2012年8月通過(guò)中國(guó)熱處理行業(yè)協(xié)會(huì)組織的技術(shù)鑒定。 |  |
趙程 教授,博士生導(dǎo)師,青島科技大學(xué)機(jī)電工程學(xué)院表面技術(shù)研究所所長(zhǎng),全國(guó)熱處理學(xué)會(huì)理事。長(zhǎng)期從事金屬材料表面工程技術(shù)的研究,承擔(dān)過(guò)國(guó)家重點(diǎn)科技攻關(guān)項(xiàng)目、國(guó)家重大科技成果推廣項(xiàng)目、國(guó)家自然科學(xué)基金重大項(xiàng)目和一些部、省、市級(jí)科研項(xiàng)目。 |
")
|
|
| |||
| 直徑800×800離子氮化爐 | 直徑1200×1500離子氮化爐 | 直徑1500×2100離子氮化爐 | |||
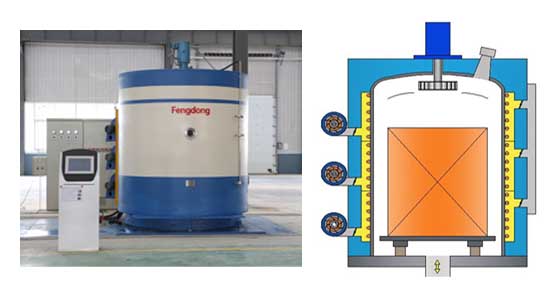
保溫式爐體結(jié)構(gòu)
與水冷式爐體相比,外輔助加熱式離子氮化爐保溫式爐體有以下的優(yōu)點(diǎn):
1、新一代外輔助加熱式離子氮化爐爐體結(jié)構(gòu)簡(jiǎn)單合理,節(jié)電23.5%。
2、升溫速度快,速度提升30%。
熱線(xiàn)") 服務(wù)熱線(xiàn):400-657-7217
服務(wù)熱線(xiàn):400-657-7217 ")
![]()

采用全逆變大功率脈沖電源,頻率為20KHZ,最大功率可達(dá)300KW。
服務(wù)熱線(xiàn):400-657-7217
![]()
測(cè)溫系統(tǒng)示意圖")
新一代外輔助加熱式離子氮化爐爐內(nèi)使用多支熱電偶進(jìn)行實(shí)時(shí)監(jiān)控,實(shí)現(xiàn)爐內(nèi)空間溫度和工件溫度互補(bǔ)、互制的控制模式,進(jìn)一步提高外輔助加熱式離子氮化爐爐內(nèi)空間的溫度均勻性。
服務(wù)熱線(xiàn):400-657-7217
![]()
技術(shù)") 熱電偶直測(cè)技術(shù)
熱電偶直測(cè)技術(shù) 熱電偶與工件直接接觸,保證熱電偶測(cè)溫準(zhǔn)確性,使產(chǎn)品溫度與熱電偶溫度示數(shù)一致。
服務(wù)熱線(xiàn):400-657-7217
![]()
控制系統(tǒng)")
設(shè)備配備二級(jí)真空系統(tǒng),通過(guò)工控機(jī)、PLC,自動(dòng)整定PID參數(shù),使外輔助加熱式離子氮化爐內(nèi)壓力實(shí)現(xiàn)閉環(huán)自動(dòng)化控制,壓力穩(wěn)定無(wú)突變。
服務(wù)熱線(xiàn):400-657-7217
![]()
")
在降溫階段快速充入氮?dú)猓瑫r(shí)開(kāi)啟爐內(nèi)攪拌風(fēng)扇和爐外冷卻風(fēng)扇進(jìn)行快速降溫冷卻,保證工件不被氧化的同時(shí)加快冷卻速度,冷卻效率提高50%以上。
服務(wù)熱線(xiàn):400-657-7217
![]()
控制系統(tǒng)")
在設(shè)備運(yùn)行過(guò)程中所有的運(yùn)行狀態(tài)及工藝參數(shù)均由工控機(jī)實(shí)現(xiàn)自動(dòng)控制并實(shí)時(shí)反饋,操作界面簡(jiǎn)單,清晰。整個(gè)過(guò)程實(shí)現(xiàn)"一鍵式"操作,通過(guò)完善的報(bào)警系統(tǒng),實(shí)時(shí)監(jiān)控設(shè)備的異常狀態(tài);龐大的數(shù)據(jù)庫(kù)可儲(chǔ)存各項(xiàng)工藝參數(shù)及歷史數(shù)據(jù),可同時(shí)實(shí)現(xiàn)手動(dòng)及全自動(dòng)操作。
服務(wù)熱線(xiàn):400-657-7217
![]()
升降移動(dòng)系統(tǒng)")
自動(dòng)升降移動(dòng)系統(tǒng)
設(shè)備配備自動(dòng)升降(含移動(dòng))系統(tǒng),可實(shí)現(xiàn)外輔助加熱式離子滲氮爐爐體平穩(wěn)開(kāi)啟與關(guān)閉,保證操作人員安全。升降系統(tǒng)手動(dòng)、自動(dòng)控制任意切換,保證生產(chǎn)平安穩(wěn)定運(yùn)行。
服務(wù)熱線(xiàn):400-657-7217

電話(huà): 4006577217
青島豐東熱處理 工信部備案號(hào):魯ICP備05027101號(hào) 魯公安網(wǎng)備案號(hào):37021402000520號(hào)
地址:青島市城陽(yáng)區(qū)流亭街道趙紅路


質(zhì)")





")



 掃一掃 關(guān)注訂閱號(hào)
掃一掃 關(guān)注訂閱號(hào) 掃一掃 關(guān)注服務(wù)號(hào)
掃一掃 關(guān)注服務(wù)號(hào)