
非工作時間請撥打
電話:15763978897
郵編&郵箱:266108 qdsales@fengdong.com
地址:青島市城陽區流亭街道趙紅路
鋁合金熱處理后力學性能不合格的原因主要由以下幾方面:首先是性能達不到技術條件規定的指標,其原因是化學成分有偏析。應采取鑄件冶煉措施,使化學成分均勻,鑄態的金相組織也應符合國家標準。零件塑性偏低的原因一般是退火溫度不足和保溫時間過短以及退火冷卻速度過快所致的。應進行補充退火,退火后冷卻速度一般控制在30℃/h,否則,硬度會升高。固溶時效后工件強度不足是由于固溶溫度偏低,保溫時間短,轉移和冷卻速度過慢造成的。人工時效時間不充分、沉淀析出不足、過時效或者出現回歸現象都會使鋁件強度降低,但可通過重新固溶時效來提高強度。時效
由于軸承零件應具備長壽命、高精度、低發熱量、高速度、高剛性、低噪聲、高耐磨等特性要求,因此要求軸承鋼制零件硬度高、硬度均勻、彈性極限高、接觸疲勞強度高、具有一定的韌性等。軸承鋼還應具有一定的淬透性和耐蝕性能,軸承鋼的潔凈度高,要求含氧量在6×10-6以下,用真空重熔冶煉,使鋼中的非金屬夾雜物和磁化物細小而分布均勻。在熱處理方面,提高球化退火質量,獲得細小、均勻、球形的碳化物及縮短退火時間、連續球化退火熱處理技術是軸承鋼熱處理發展的方向。GCr15SiMo軸承鋼是我國開發的高淬透性和高淬硬性軸承鋼,其淬硬
零件加熱溫度過高或保溫時間過長,使先共析相溶入奧氏體、并使奧氏體晶粒粗大的現象稱為過燒,過燒還使晶界出現熔融狀態。過燒會導致在以后的珠光體轉變過程中得不到理想組織,使零件塑性、韌性降低,脆性增加。中碳鋼和中碳合金鋼過熱后在一定冷速下還會形成魏氏組織,過燒還使零件出現石狀斷口。過熱過燒的原因除了與錯誤工藝規定有關,還與儀表失靈、控溫失真、示值不準、補償導線接反、熱電偶老化、爐氣循環不好、爐溫不均勻,局部溫度過高等因素有關。工人操作時違犯工藝紀律或零件離電極、電熱絲,感應器太近都會造成局部過熱過燒。亞共析鋼可以用完全退
合金調質鋼常按淬透性分為三類。1)低淬透性調質鋼。油淬臨界淬透直徑為20~40mm,調質后強度比碳鋼高,一般σb=800~1000MPa,σs= 600~ 800MPa,αK=60~90J/cm2。其合金元素總量WMe<2.5%,常用作中等截面、要求力學性能比碳鋼高的調質件。屬于這類鋼的有錳系、硅-錳系、鉻系的調質鋼。機床中用得最多的是40Cr(代用料為40MnB或35SiMn)。2)中淬透性調質鋼。油淬臨界淬透直徑為40~ 60mm,調質后強度很高,一般可達σb=900~1000MPa,σs= 700~90
這是一種古老的高碳萊氏體模具鋼,由于很多的共晶碳化物分布不均勻,使模具縱向和橫向的抗彎強度相差達30%~40%,沖擊韌度相差30%~50%。所以該模坯要反復換向鍛造,擊碎大塊碳化物。鍛后常用球化退火,在850~870℃下保溫2~4h,再爐冷到720~ 750℃保溫4~6h爐冷到500℃出爐空冷。得到細粒狀的珠光體和碳化物。硬度應該≤255HBW,如果硬度高切削加工會有困難,可以在760~ 790℃回火2~3h,使硬度降低一些。退火后共晶碳化物不均勻度的合格級別見JB/T 7713-2007《高碳高合金鋼制冷作
工業純鐵雖然塑性較好,但強度較低,所以很少用它制造機械零件,常用的是鐵碳合金。鐵碳合金中的相結構有以下幾種。(1)鐵素體。純鐵在912℃以下具有體心立方晶格。碳溶于α- Fe中的間隙固溶體稱為鐵素體,用符號F表示。由于是體心立方品格間隙的直徑很小,因而溶碳能力差,在727℃時溶碳量最大(wc=0.0218%);隨著溫度下降,溶碳量逐漸減少,在600℃時溶碳量約為wc=0.0057%,因此其室溫時的性能幾乎與純鐵相同,數值如下:抗拉強度σb 180~280MPa屈服點σs &nbs
汽車齒輪的工作任務比機床齒輪要繁重得多,因此在耐磨性、疲勞強度、心部強度和沖擊韌性等方面的要求均比機床齒輪要高。實踐證明,汽車齒輪選用滲碳鋼制造并經滲碳熱處理后使用較為合適。材料選擇具有較高機械性能的20CrMnTi鋼,其熱處理技術條件如下:齒面滲碳層深度:0. 8~1.3 mm;齒面硬度為58~62 HRC,心部硬度為33~48 HRC。(1)工藝路線備料鍛造→正火→機械加工→滲碳→淬火、低溫回火→噴丸→校正花鍵孔→磨齒(2)熱處理工序的作用正
零件的加工是沿一定的工藝路線進行的,合理安排熱處理的工序位置,對保證零件質量,改善切削加工性能具有重要意義.根據熱處理的目的和工序位置的不同,熱處理可分為預備熱處理和最終熱處理兩大類,兩者工序位置安排的一般規律如下:1.預備熱處理預備熱處理包括退火、正火、調質等,退火的工序位置通常安排在毛坯生產之后、切削加工之前,以消除毛坯的內應力,均勻組織,改善切削加工性,并為以后的熱處理作組織準備,對于精密零件,為了消除切削加工的殘余應力,在半精加工以后還應安排去應力退火.調質工序一般安排在粗加工之后、精加工或半精加工之前,目
H13是強度和韌性兼備的空冷硬化熱作模具鋼,該鋼的化學成分是w(C)=0.32%~0. 45%,w( Mn)=0.20%~0.50%,w(Si)=0.80%~1.20%,w(Cr)=4.75%~5.5%,w(Mo) =1.10%~1.75%,w(V) =0.8%~1.20%。臨界點:Ac1為850℃,AC3為910℃,Ar1為700℃,Ar3為820℃,Ms為335℃。該類鋼由于碳化物多,鍛坯需進行等溫球化退化,其退火工藝是在880℃±10℃下,保溫2~4h后降到740~ 760℃再等溫4~6h,爐冷
高速鋼刀具的熱處理裂紋主要發生在淬火階段,相對回火產生的裂紋較少,一般在淬火馬氏體形成的過程中。這是由于材料的塑性很低導致的,大多數裂紋形成在表面0. 01~1.5 mm深的范圍內。由于合金元素多、合金碳化物多、導熱系數小、冷卻速度慢,表面裂紋特征往往呈龜裂狀,只有深裂紋才和中碳鋼的淬火裂紋一樣呈縱向方向,僅在刀具截面轉彎處,切口處附近才改變裂紋的方向。裂紋形成的原因如下:1)在馬氏體開始轉變和終了轉變范圍內因冷速過大而產生。在該溫度內冷速過大,導致內部溫差過大,產生的熱應力大。從高溫奧氏體到馬氏體的體積差也很大,
25CrNi3MoAl是低鎳無鈷時效硬化鋼,為我國時效硬化型精密塑料模具專用鋼種填補了空白。鋼的相變點是Ac1為740℃、Ac3為780℃、Ms為290℃。該鋼作為一般塑料模具,淬火加熱溫度為880℃,空冷或水冷淬火,淬火后的硬度達48~ 50HRC,再經680℃下保溫4~6h后高溫回火,采用空冷或水冷,回火后硬度為22~23HRC,經機械加工成形,再經520~540℃保溫6~8h后再空冷時效處理,時效硬度達39~ 42HRC。經過研磨、拋光或光刻花紋后裝配使用。對于精度要求高的塑料模具,淬火加熱溫度為880℃,再
軟氮化+后氧化復合處理技術的應用研究張希平1,王美由1,高中楠1,趙程2, 吳俊平1(1. 青島豐東熱處理有限公司,山東 青島 266108 2. 青島科技大學,山東 青島 266061)摘要:青島豐東熱處理有限公司研發的軟氮化+后氧化復合處理技術(FD-NCO)可以使機械零部件同時具有優良的耐磨性能和耐蝕性能,FD-NCO復合滲層是由十余微米厚的白亮層(ε相)和1~2微米厚的Fe3O4膜構成。試驗結果表明,經過FD-NCO復合處理后的工件鹽霧試驗最高可達1200小時,處理過程無污染,完全可以取代污染嚴
軸承淬火冷卻介質現階段多為淬火油。淬火油又分很多種,等溫分級油、快速油、快速光亮油、超速油、真空淬火油等。等溫分級油目的解決薄壁軸承的變形問題;快速油目的解決中等壁厚軸承的淬火托氏體;快速光亮油的目的解決保護氣氛或可控氣氛加熱條件下淬火后工件的外觀顏色;超速油解決超厚軸承的淬火問題;真空淬火油解決真空爐淬火的問題。真空油的特點真空條件下揮發少,淬火時油煙少。油淬火環境污染嚴重。等溫鹽浴近幾年在軸承淬火市場應用也已推廣開來。鹽浴淬火具有冷速可調,冷速高溫時塊低溫時慢。這對軸承淬火變形的控制有利。同時由于鹽浴冷速可調,
奧氏體的氮碳共滲為一種碳氮二元共滲,由于碳氮共滲明顯地降低了鐵的同素異構的轉變溫度,因而在600~700℃之間(此溫度范圍在Fe-N-C三相點以上,Fe-C共析點以下)進行氮碳共滲時,含氮的表層已經部分轉變為奧氏體,而不含氮的基體則保持不變。為了便于區分590℃以下的鐵素體氮碳共滲(或稱為軟氮化),故將在此溫度下共滲稱為奧氏體氮碳共滲。低碳鋼經過奧氏體氮碳共滲后,表面不僅形成了具有良好的抗咬合性和抗蝕性的化合物層,同時緊靠化合物層形成了一層0.01~0. 10mm的奧氏體轉變層,經過適當的處理后,能獲得具有較高強度
熱處理是裝備制造業中對產品質量具有關鍵作用的重要基礎工藝之一,也是提升機械制造整體水平的核心技術之一,對實現制造強國戰略具有重要的支撐作用。“十二五”期間,我國熱處理行業在國家各項改革和具體政策指引下,在全行業共同努力下,瞄準國際熱處理先進水平,不斷發展先進工藝技術,淘汰落后裝備,推進產業結構調整與優化,形成了一些科技含量較高的專、精、特企業,行業經濟實力快速發展,技術改造初見成效,技術水平明顯提高,生產能力顯著增強,產業轉型升級逐步推進,產品質量明顯提升,節能減排工作取得顯著成效,為汽車、
隨著社會的不斷發展,機械行業不斷智能化,機器人產業越來越受到人們的關注。今天熱處理小編就為大家介紹一下我國工業機器人市場發展的形勢。當前全球機器人市場規模不斷擴大,我國機器人產業發展勢頭迅猛,2015年國產自主品牌工業機器人占我國市場份額首次突破30%,未來機器人需求潛力巨大,當前是機器人產業蓬勃發展的關鍵機遇期,要抓住機遇,發展壯大自主品牌,全面提升我國機器人產業核心競爭力。據國際機器人聯合會統計,全球機器人市場規模不斷擴大,2015年全球工業機器人銷量超過24萬臺,同比增長8%。2006-2015年,全球工業機
熱處理行業中,經較大冷變形的金屬,經慢速加熱,利用高溫顯微鏡觀察組織,發現組織隨加熱溫度的變化可分為以下三個階段: T0-T1 回復階段,纖維組織幾乎無變化,晶粒仍保持纖維組織。 T1-T2 再結晶階段,變形晶粒通過通過形核和長大過程轉變成新的無畸變的等軸晶粒。 T2-T3 晶粒長大階段,再結晶的等軸晶粒邊界繼續移動,晶粒粗化,直至到達穩定形狀和尺寸。 二次再結晶:再結晶完成后晶粒長大應該是均勻連續的,但某些請情況下,晶粒只有少數突發的,迅速的粗化,使晶粒之間的差
對待熱處理這個行業為什么一直是高技術含量低加工價值呢?多年來機械行業重“冷”輕“熱”,對于冷加工的設計、精度、設備要求很高,但對于熱處理加工在整個產業鏈中使產品的綜合機械性能大幅度提高的事實卻往往視而不見,甚至于簡單的理解為熱處理就是把工件加熱燒紅,往水里一放就好了。熱處理既然成為一個學科,需要設備、工藝、操作、檢測、系統等各方面的綜合管控,才能夠滿足客戶各種功能、外觀產品件的技術要求。青島豐東熱處理有限公司目前在青島設有三個廠區,總建筑面積2萬余平米,擁有各類熱處理
在很多資料中說明鐵碳平衡相圖在熱處理中是十分重要的知識,是制定鋼鐵材料加熱工藝的依據,而且指出:尤其是熱處理工必須熟練掌握鐵碳平衡相圖。鐵碳相圖是鐵碳合金在平衡狀態時的組織組成圖,而不是獲得非平衡的馬氏體、貝氏體等組織的轉變圖。鐵碳相圖的臨界溫度參數僅僅局限于碳鋼和鑄鐵,非合金鋼和合金鑄鐵。合金鋼好人合金鑄鐵的平衡狀態圖由于添加了其他合金元素,與鐵碳平衡狀態圖相差還是挺大的。鐵碳平衡相圖還是加熱和冷卻過程中的速度極其緩慢的結果,而且又局限于鐵碳合金鋼種,這個理論狀態,是不可能在實際生產中大量運用,實際淬火等熱處理加
經常有客戶對我們提出這樣的要求:你們熱處理要保證不變形。寶寶心里苦啊,寶寶一定要說出來!為了節省產品加工費用,在熱處理之前,把所有的尺寸加工結束或預留不合理的余量,然后進行熱處理淬火回火。要求熱處理者保證在熱處理過程中不變形,或者只允許變形量在最后一道冷加工的公差值內。熱處理加工實際上就是一個經過冷-熱-冷的組織變性的過程,微觀組織中的變形積累必在宏觀上表現出來成為尺寸變形。經常有客戶問我們熱處理變形量的問題,我們表示這是客觀存在的,熱處理變形不可避免,但是我們可以通過試驗盡量保證變形量最小。塑料、澆鑄模具或部分表

可加工零件尺寸:Φ1200×1500mm/Φ1500×2000mm
最大裝爐量:1000kg/2000kg
溫度均勻性:±5℃
 | 豐東熱技術公司與青島科技大學合作研制的“新型保溫式離子滲氮設備”2012年8月通過中國熱處理行業協會組織的技術鑒定。 |  |
趙程 教授,博士生導師,青島科技大學機電工程學院表面技術研究所所長,全國熱處理學會理事。長期從事金屬材料表面工程技術的研究,承擔過國家重點科技攻關項目、國家重大科技成果推廣項目、國家自然科學基金重大項目和一些部、省、市級科研項目。 |

|
|
| |||
| 直徑800×800離子氮化爐 | 直徑1200×1500離子氮化爐 | 直徑1500×2100離子氮化爐 | |||
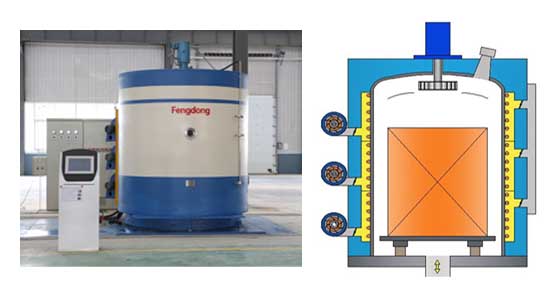
保溫式爐體結構
與水冷式爐體相比,外輔助加熱式離子氮化爐保溫式爐體有以下的優點:
1、新一代外輔助加熱式離子氮化爐爐體結構簡單合理,節電23.5%。
2、升溫速度快,速度提升30%。
 服務熱線:400-657-7217
服務熱線:400-657-7217 
![]()

采用全逆變大功率脈沖電源,頻率為20KHZ,最大功率可達300KW。
服務熱線:400-657-7217
![]()

新一代外輔助加熱式離子氮化爐爐內使用多支熱電偶進行實時監控,實現爐內空間溫度和工件溫度互補、互制的控制模式,進一步提高外輔助加熱式離子氮化爐爐內空間的溫度均勻性。
服務熱線:400-657-7217
![]()
 熱電偶直測技術
熱電偶直測技術 熱電偶與工件直接接觸,保證熱電偶測溫準確性,使產品溫度與熱電偶溫度示數一致。
服務熱線:400-657-7217
![]()

設備配備二級真空系統,通過工控機、PLC,自動整定PID參數,使外輔助加熱式離子氮化爐內壓力實現閉環自動化控制,壓力穩定無突變。
服務熱線:400-657-7217
![]()

在降溫階段快速充入氮氣,同時開啟爐內攪拌風扇和爐外冷卻風扇進行快速降溫冷卻,保證工件不被氧化的同時加快冷卻速度,冷卻效率提高50%以上。
服務熱線:400-657-7217
![]()

在設備運行過程中所有的運行狀態及工藝參數均由工控機實現自動控制并實時反饋,操作界面簡單,清晰。整個過程實現"一鍵式"操作,通過完善的報警系統,實時監控設備的異常狀態;龐大的數據庫可儲存各項工藝參數及歷史數據,可同時實現手動及全自動操作。
服務熱線:400-657-7217
![]()

自動升降移動系統
設備配備自動升降(含移動)系統,可實現外輔助加熱式離子滲氮爐爐體平穩開啟與關閉,保證操作人員安全。升降系統手動、自動控制任意切換,保證生產平安穩定運行。
服務熱線:400-657-7217














 掃一掃 關注訂閱號
掃一掃 關注訂閱號 掃一掃 關注服務號
掃一掃 關注服務號