
非工作時間請撥打
電話:15763978897
郵編&郵箱:266108 qdsales@fengdong.com
地址:青島市城陽區流亭街道趙紅路
碳氮共滲零件在熱處理后一般采用直接淬火,然后低溫回火,以獲得高硬度的耐磨表層。如碳氮共滲后尚需機械加工,也可以空冷,然后再次加熱淬火熱處理后并在180-200℃進行低溫回火。碳氮共滲件常見的缺陷,其表現形式、形成原因、預防措施及返修辦法基本和滲碳件相同。(1)產生粗大碳氮化合物 表面碳氮含量過高,以及碳氮共滲熱處理溫度偏高,共滲層會產生密集的粗大條狀碳氮化合物;當共滲層溫度較低,爐膛內氮勢過高,共滲層就會產生連續的碳氮化合物。這種缺陷常導致淬火后共滲層開裂或剝落。預防這類缺陷的方法
真空熱處理是應用面很廣的無氧化熱處理技術,也是當前熱處理技術先進程度的主要標志之一。真空熱處理不僅可實現鋼件的無氧化、無脫碳,還可以實現生產的無污染和工件的少畸變,因而還屬于清潔和精密生產技術范疇。 工件畸變小是真空熱處理的一個非常重要的優點,據國內外經驗,工件真空熱處理的畸變量僅為鹽浴加熱淬火的三分之一。現代真空熱處理爐是指可施行元件的真空加熱,然后在油中淬火或在常壓和加壓氣體中淬火的冷壁式爐子。研究開發真空熱處理設備是一項綜合性強、跨學科、牽涉到很多科技領域的工作。近幾年,
熱處理產品中有部分產品需要進行局部滲碳,而此類產品在非滲碳區域則需要做防滲處理,目前廣泛采用鍍銅工藝保護。氣體滲碳熱處理溫度在900-930℃,時間則有幾個到十幾個小時,高溫度長時間的熱處理條件下鍍銅要求也較高。鍍銅工藝的要求:1、鍍銅層結合力好。如果結合力較差,就會出現孔隙,在滲碳熱處理過程中銅層鼓泡、起皮、剝落,使非滲碳層滲碳。2、銅層要求致密、結晶細致。若結晶粗大則達不到防滲的目的。3、滲碳熱處理加工后銅層必須去除,考慮鍍銅和除銅的經濟性,要求鍍覆比較復雜的零件時銅層必須盡量均勻,以減少銅層厚度,因此鍍銅液分
青島豐東熱處理有限公司使用密封箱式多用爐,采用智能控制系統,滴注氣氛主要應用甲醇和丙烷在高溫下分解產生活性碳,為滲碳、碳氮共滲熱處理加工提供碳源。滲碳熱處理中的甲醇和丙烷屬于碳氫化合物,在熱分解時分解不完全或分解產生的活性碳不能被工件完全吸收時會產生碳黑。碳黑附著在工件表面,一方面會影響滲碳或碳氮共滲的效果,另一方面則會嚴重影響工件外觀。甲醇在高溫下裂解完全,滴注排氣時產出的氣體清亮,增加滴量也不會產生霧狀氣氛,長時間大流量才會產生碳黑。甲醇的高溫分解產物主要是CO和H2,不易形成碳黑。裂解溫度650℃,低于這一溫
物料在 -190°C 至-230°C 的環境下的處理叫深冷處理。當金屬在滲碳熱處理加工過程中,滲碳保溫階段合金形成奧氏體, 表面的高碳馬氏體的最終轉變點Mf非常低,一般在零下, 因此淬火冷卻到室溫會殘留大量奧氏體。殘留奧氏體過多會降低滲碳熱處理產品的的硬度、耐磨性和使用壽命, 同時因為奧氏體的不穩定易發生組織轉變而導致的體積變化,造成金屬碎裂, 再者, 還有許多物理性能特別是熱性能和磁性下降。深冷處理可以提高熱處理加工產品的以下機械性能:1.提升工件的硬度及強度;2.保證工件的尺寸精度;3.提高工件
密封箱式熱處理爐又稱多用熱處理爐,廣泛應用于各種機械零件的氣體滲碳、碳氮共滲、光亮淬火等熱處理加工。主要優點:實現工件在同一設備中加熱、滲碳和淬火,既保證了產品質量,又改善勞動條件,綠色環保。但是,箱式熱處理爐受加熱條件的影響,內在溫度會有不均勻的現象,這會導致產品在熱處理過程中出現硬度、滲層和外觀的不均勻,嚴重影響產品的質量控制。青島豐東使用豐東股份自主研發制造UNICASE密封箱式多用爐,采用智能控制系統。擁有25年熱處理加工經驗的青島豐東人總結出一些箱式多用爐易溫度不均勻的原因及防治措施:(1)工件進入后室加
滲碳熱處理是對金屬表面處理的一種,方法是將工件置入具有活性滲碳介質中加熱到單相奧氏體區進行滲碳熱處理。滲碳熱處理可以使滲過碳的工件表面獲得很高的硬度,同時保持心部保持原來的硬度和良好的韌性。滲碳熱處理屬于化學熱處理,而化學熱處理的狀態由滲入元素在氣氛和金屬內部的化學位濃度來判定。滲入的碳元素化學位濃度在工件表面處也就是邊界處不連續,在金屬內部有一定的濃度梯度,這個過程屬于混合控制。滲碳熱處理初期,工件表面碳濃度低于碳勢濃度,而在工件內部碳濃度呈梯度變化,兩者的變化情況不同。工件在滲碳熱處理保溫階段通過表面Fe-C反
青島豐東熱處理有限公司擁有一條智能化熱處理加工生產線,其由豐東股份自主研發制造UNICASE密封箱式多用爐,輔以智能化控制系統,回火爐、清洗機和運輸機構構成。多用爐熱處理加工的生產線按生產工藝過程,制定生產結構及控制系統,青島豐東熱處理經典的控制形式如下。滲碳熱處理生產線由以下部分組成:①3臺密封箱式滲碳爐;②一臺清洗機;③4臺回火爐;④兩臺固定平臺(準備臺和完成臺);⑤氧碳擴散控制計算機;⑥氧碳控制儀;⑦氮氣、氨、丙烷氣化等裝置。整個熱處理工藝過程控制以產品熱處理最終性能技術要求為目標。滲碳熱處理即以滲碳深度、表
回火熱處理加工時產品的機械性能會發生哪些變化呢?回火熱處理加工過程中需要注意哪些問題呢?青島豐東熱處理邀您一起了解。回火熱處理就是在淬火處理后將工件加熱到低于臨界點的某一溫度,保溫一定時間,然后冷卻到室溫的一種熱處理操作。回火熱處理的目的是為了獲得所需要的穩定組織和性能,并消除或減少淬火內應力。一、回火熱處理對硬度和強度的變化各種碳鋼在回火是硬度和強度的變化相似,總的趨勢是,隨著回火溫度升高,硬度和強度降低。鋼中加入合金元素能減小硬度和強度的趨勢。二、回火熱處理對塑性和韌性的變化淬火鋼在回火熱處理時,隨回火溫度升高
離子滲氮由于滲氮速度快、生產周期短、變形小、局部滲氮方便,可進行低溫滲氮,節約電能、降低滲氮成本,現已被廣泛應用于汽車、機械、精密儀器、擠壓成型機、模具等許多領域,而且其應用范圍仍在日益擴大。離子滲氮需要在真空設備中加入滲氮氣源以達到工件表面滲氮的目的,常加入的氣氛有氨氣、氮氣、氫氣、甲烷和氬氣。1、氨氣。液氨是我國生產上應用最廣泛的滲氮氣源,通常把液氨汽化成氨氣作為滲氮源。氨氣價格低廉、來源廣泛,但有很多缺點,如滲氮層脆性較大(和熱分解氨比)。氨在爐內的分解率隨進氣量,溫度和起輝面積而變,進氣口處分解率最低,抽氣
離子滲氮熱處理工藝青島豐東已經掌握的很成熟,在離子滲氮生產過程中有六大工藝參數:即氣體組分、氣體壓力(也稱真空度)、電流、電壓、滲氮溫度和滲氮時間。1、氣體組分。目前常用于離子滲氮的介質有NH3、熱分解氨、N2+H2等三種,在此基礎上,再加入少量乙醇、丙酮、二氧化碳、甲烷等作為碳的來源,即可實現離子軟氮化工藝。氨氣價格低廉、來源廣泛、使用方便,已經成為使用最廣泛的離子滲氮介質。但是使用氨氣存在以下缺點:氮勢不易控制,因此直接用氨氣進行離子氮化(或軟氮化)無法控制滲層組織。并且滲層存在一定得脆性。N2+H2的混合氣也
青島豐東專業從事離子滲氮熱處理加工,目前已完成多種產品的離子氮化加工,包括齒輪、齒圈、軸類、螺桿、薄壁件等等。直線導軌用于直線往復運動,工作過程中承受較高負載,需要較高的耐磨性的同時承受一定的扭矩,故而對于變形量要就較高。普通熱處理很難達到其要求。青島豐東熱處理有限公司通過對離子氮化工藝的細致摸索,采用自主研發的離子氮化爐,使導軌在足夠的氮化深度、表面硬度和心部強度的同時嚴格控制變形量,導軌氮化后精磨或拋光即可投入使用。薄壁件離子滲氮熱處理加工就選青島豐東熱處理,專業態度成就專業品質。選擇我們,我們幫助您成功!咨詢
離子滲氮由于滲氮速度快、生產周期短、變形小、局部滲氮方便,可進行低溫滲氮,節約電能、降低滲氮成本。自七十年代中期以來已經得到廣泛應用。離子滲氮與以往的靠分解氨氣或使用氰化物來進行氮化的方法截然不同,作為一種全新的氮化方法,在機床制造、交通運輸機械、輕工機械和醫療器械等方面,高精度少磨削的耐磨損、耐疲勞零件上都有應用。一、機床零件。隨著加工精度和切削速度的提高對零件的耐磨性和尺寸精度穩定性要求也會越來越嚴,采用滲氮的零件也日益增多,目前機床行業80%以上工廠具有離子氮化手段,其中絕大多數不同程度地投入了生產使用。正式
離子滲氮熱處理作為強化金屬表面的一種化學熱處理方法,廣泛適用于鑄鐵、碳鋼、合金鋼、不銹鋼及鈦合金等。零件經離子滲氮處理后,可顯著提高材料表面的硬度,使其具有高的耐磨性、疲勞強度,抗蝕能力及抗燒傷性等。今天小編就跟大家一起了解一下離子滲氮技術有哪些優點。離子滲氮熱處理優點主要體現在以下幾個方面:①由于離子氮化法不是依靠化學反應作用,而是利用離子化了的含氮氣體進行氮化處理,所以工作環境十分清潔而無需防止公害的特別設備。因而,離子氮化法也被稱作二十一世紀的“綠色”氮化法。②由于離子氮化法利用了離子
螺桿是注塑機的重要部件。它的作用是對塑料進行輸送、壓實、熔化、攪拌和施壓。所有這些都是通過螺桿在料筒內的旋轉來完成的。在螺桿旋轉時,塑料對于機筒內壁、螺桿螺槽底面、螺棱推進面以及塑料與塑料之間在都會產生摩擦及相互運動。在高溫、一定腐蝕、強烈磨損、大扭矩下工作的螺桿,其熱處理加工要求也較高。離子氮化熱處理可獲得具有較高的疲勞強度,耐磨性和抗蝕性能的韌性硬化層,能顯著提高零件的熱處理質量和使用壽命。青島豐東熱處理有限公司使用自主研發的新一代離子氮化爐已實現螺桿離子氮化熱處理批量加工,可獲得深滲層及良好的性能。螺桿離子氮
軸承套圈作為軸承的配套零件在工業生產中應用十分廣泛。軸承套圈是具有一個或幾個滾道的向心滾動軸承的環形零件,其主要承受壓應力,要求具有較高的耐磨性。軸承套圈熱處理尤為重要。軸承套圈滲碳后進行離子氮化熱處理,可以得到較高的表面硬度,又可以獲得良好的硬度梯度,滿足更好的要求。青島豐東熱處理有限公司可供應軸承套圈一系列的熱處理加工,尤其是軸承套圈離子氮化熱處理。我公司擁有自主產權的新一代離子氮化爐,專業從事離子氮化熱處理加工。軸承套圈離子氮化熱處理選擇青島豐東準沒錯!更多信息請點擊grannysreviews.com進行查
由于奧氏體不銹鋼具有優秀的耐蝕性,得到越來越多的產品的青睞。但是奧氏體不銹鋼耐磨性較差,難以滿足特殊零部件的工作需求。而不銹鋼氮化因鈍化膜的存在氮化后滲層不均勻的問題,如果采用提高溫度的方法又導致貧Cr引起耐蝕性的降低,因此提高不銹鋼耐磨性一直是一大技術難題。青島豐東熱處理有限公司采取低溫離子軟氮化處理,在不降低耐蝕性的前提下,得到高硬度的硬化層,同時采取特殊的工藝可以進行小孔與縫隙的氮化,滿足更加苛刻的服役條件。奧氏體不銹鋼離子滲氮熱處理選擇青島豐東熱處理有限公司,專業技術成就專業品質,咨詢熱線:400-657-
齒圈離子滲氮時,零件表面各處溫度的均勻一致是保證滲氮質量的重要因素。由于離子氮化是在電場的作用下,正離子轟擊陰極,同時加熱零件表面達到滲氮溫度以實現滲氮的,這就造成離子滲氮零件溫度常常很不均勻,各部位溫度相差幾十度甚至上百度,致使滲氮層的硬度和深度不均勻。青島豐東生產的新一代離子氮化爐爐內使用多支熱電偶進行實時監控,同時利用輔助外加熱減少爐內各處溫度的差距,實現爐內空間溫度和工件溫度互補、互制的控制模式,提高離子氮化爐爐內空間的溫度均勻性。經過青島豐東熱處理的齒圈離子氮化變形小,可有效提高硬度和耐磨性。我公司擁有控
離子滲氮具有滲氮速度快、滲層質量好、變形小、無污染、節能、節氣等特點,能顯著提高零部件的硬度、耐磨性和抗咬合力,提高疲勞強度,從而提高零部件的質量和使用壽命。模具鋼進行離子滲氮時,鋼中的合金元素與氮結合,形成細小彌散分布的氮化物,可有效提高模具鋼表面的耐磨性、耐蝕性、抗粘結性及抗熱疲勞性能,從而有效提高模具鋼的使用壽命。模具鋼不同使用環境對白亮層的厚度要求也不一樣,青島豐東熱處理有限公司可有效控制白亮層的厚度,滿足不同模具鋼生產的要求。
曲軸是引擎主要旋轉機件,是發動機中最重要的部件。根據其承受的力和載荷,曲軸需要有足夠的強度和剛度,軸頸表面需耐磨、工作均勻、平衡性好。由于曲軸的重要性,曲軸熱處理對變形的要求就非常苛刻。對于大批量生產的曲軸來說,為了提高產品質量,一般采用離子氮化熱處理。離子氮化熱處理變形小,可有效保證變形量。白亮層和滲層均勻,滲層厚度可控,處理周期短,效率高。目前我公司生產的離子氮化爐已實現曲軸量產,氮化質量高,受到廣大客戶的一致好評。曲軸離子氮化熱處理加工選擇青島豐東熱處理,我們做離子氮化熱處理更專業!咨詢熱線:400-657-

可加工零件尺寸:Φ1200×1500mm/Φ1500×2000mm
最大裝爐量:1000kg/2000kg
溫度均勻性:±5℃
 | 豐東熱技術公司與青島科技大學合作研制的“新型保溫式離子滲氮設備”2012年8月通過中國熱處理行業協會組織的技術鑒定。 |  |
趙程 教授,博士生導師,青島科技大學機電工程學院表面技術研究所所長,全國熱處理學會理事。長期從事金屬材料表面工程技術的研究,承擔過國家重點科技攻關項目、國家重大科技成果推廣項目、國家自然科學基金重大項目和一些部、省、市級科研項目。 |

|
|
| |||
| 直徑800×800離子氮化爐 | 直徑1200×1500離子氮化爐 | 直徑1500×2100離子氮化爐 | |||
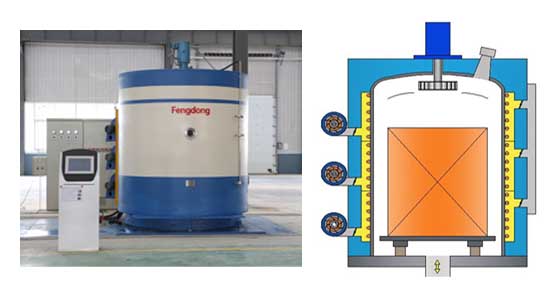
保溫式爐體結構
與水冷式爐體相比,外輔助加熱式離子氮化爐保溫式爐體有以下的優點:
1、新一代外輔助加熱式離子氮化爐爐體結構簡單合理,節電23.5%。
2、升溫速度快,速度提升30%。
 服務熱線:400-657-7217
服務熱線:400-657-7217 
![]()

采用全逆變大功率脈沖電源,頻率為20KHZ,最大功率可達300KW。
服務熱線:400-657-7217
![]()

新一代外輔助加熱式離子氮化爐爐內使用多支熱電偶進行實時監控,實現爐內空間溫度和工件溫度互補、互制的控制模式,進一步提高外輔助加熱式離子氮化爐爐內空間的溫度均勻性。
服務熱線:400-657-7217
![]()
 熱電偶直測技術
熱電偶直測技術 熱電偶與工件直接接觸,保證熱電偶測溫準確性,使產品溫度與熱電偶溫度示數一致。
服務熱線:400-657-7217
![]()

設備配備二級真空系統,通過工控機、PLC,自動整定PID參數,使外輔助加熱式離子氮化爐內壓力實現閉環自動化控制,壓力穩定無突變。
服務熱線:400-657-7217
![]()

在降溫階段快速充入氮氣,同時開啟爐內攪拌風扇和爐外冷卻風扇進行快速降溫冷卻,保證工件不被氧化的同時加快冷卻速度,冷卻效率提高50%以上。
服務熱線:400-657-7217
![]()

在設備運行過程中所有的運行狀態及工藝參數均由工控機實現自動控制并實時反饋,操作界面簡單,清晰。整個過程實現"一鍵式"操作,通過完善的報警系統,實時監控設備的異常狀態;龐大的數據庫可儲存各項工藝參數及歷史數據,可同時實現手動及全自動操作。
服務熱線:400-657-7217
![]()

自動升降移動系統
設備配備自動升降(含移動)系統,可實現外輔助加熱式離子滲氮爐爐體平穩開啟與關閉,保證操作人員安全。升降系統手動、自動控制任意切換,保證生產平安穩定運行。
服務熱線:400-657-7217














 掃一掃 關注訂閱號
掃一掃 關注訂閱號 掃一掃 關注服務號
掃一掃 關注服務號